

By Dr Bill Eccles, Bolt Science Ltd
In October 2023 the ISO 68-1 standard, which defines the profile, or shape, of the metric thread, was given its biggest revision in 50 years.
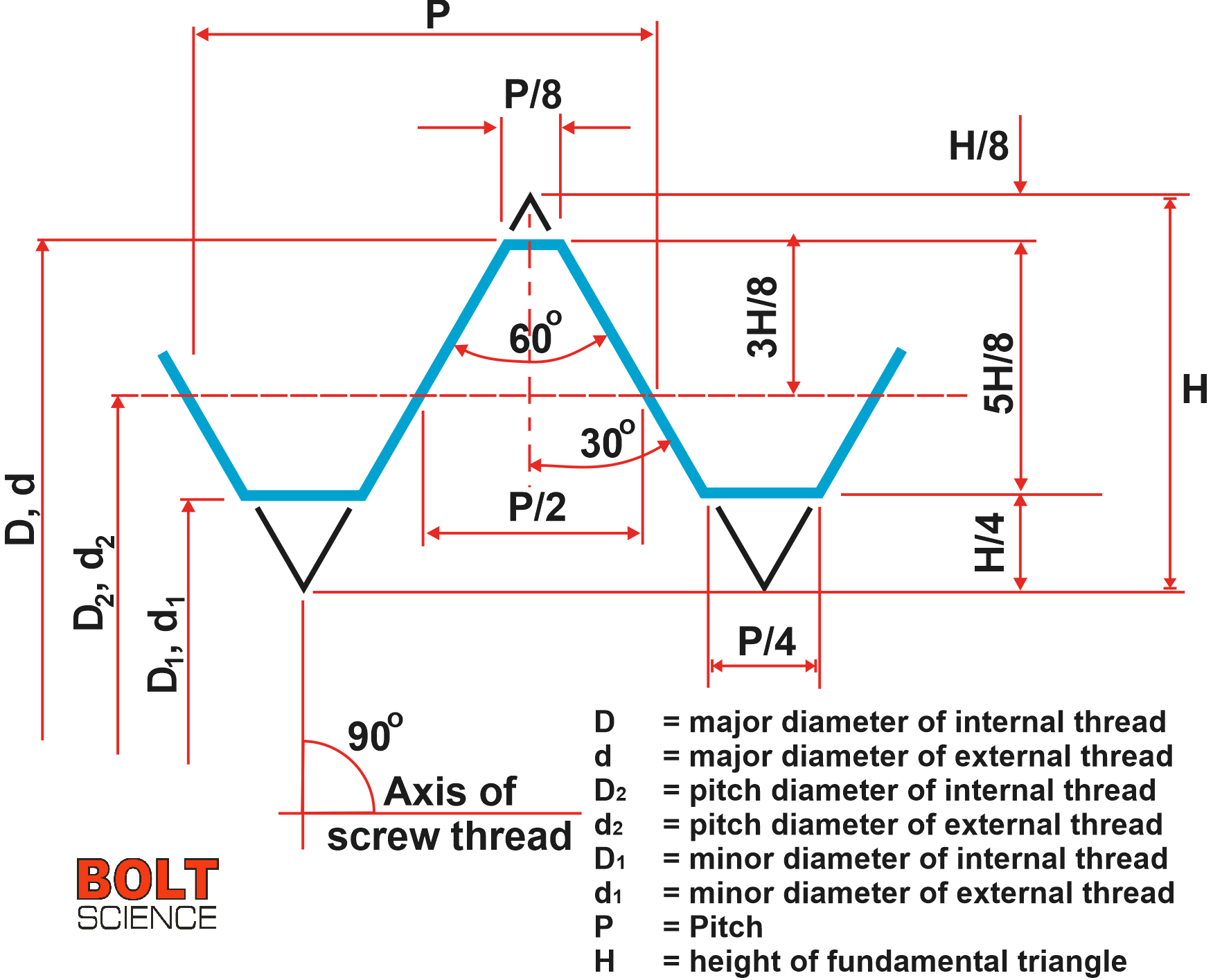
Prior to the release of this latest standard, only the basic thread profile was defined – in which the theoretical profile of the thread is determined by dimensions and angles common to both internal and external threads. This profile is theoretical and forms the basis of the thread before any tolerances or radii are included. The basic profile of a metric thread is shown as the blue line (Figure One).
The thread is based upon an equilateral triangle of height (H) and the height of the threads are all based upon the H dimension – while longitudinal dimensions are based upon the pitch (P) of the thread. A key feature of the thread is the pitch diameter, the diameter at which the width of the thread and the width of the space between the threads are equal.
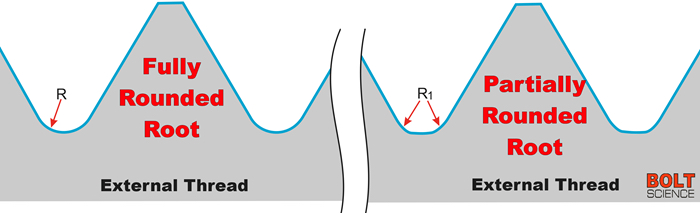 The change that the latest version introduces into this standard is the design profile, as unlike the basic profile, the design profiles for the internal and external threads are different. For the internal thread the profile is like a basic profile – that is no radii at the thread root are specified as they are flat. For external threads, the root contour of the thread is rounded. Two types of rounding are defined in the standard – a fully rounded and a partially rounded root – which are illustrated in Figure Two.
The change that the latest version introduces into this standard is the design profile, as unlike the basic profile, the design profiles for the internal and external threads are different. For the internal thread the profile is like a basic profile – that is no radii at the thread root are specified as they are flat. For external threads, the root contour of the thread is rounded. Two types of rounding are defined in the standard – a fully rounded and a partially rounded root – which are illustrated in Figure Two.
The root radii are a proportion of the thread pitch (P). For the fully rounded root, radii (R) are 0.144P, and for the partially rounded root, the minimum radii (R1) is 0.125P. The rounding of the root improves both fatigue strength and the life of the tooling used to make the thread. While the crest contour of internal and external threads is flat, they may be rounded.
The ISO inch thread series form (the unified thread) is also defined in the standard ISO 68-2. Originally, the metric and unified design profiles were identical, with the minimum root radius of both threads being 0.108P. In 1975, it was proposed that the minimum root radius for metric threads be increased to 0.125P, except for property classes less than 8.8 – in order to improve the thread’s fatigue performance. Accordingly, the design forms of the inch and metric thread differ dependant on the minimum allowable root radius. 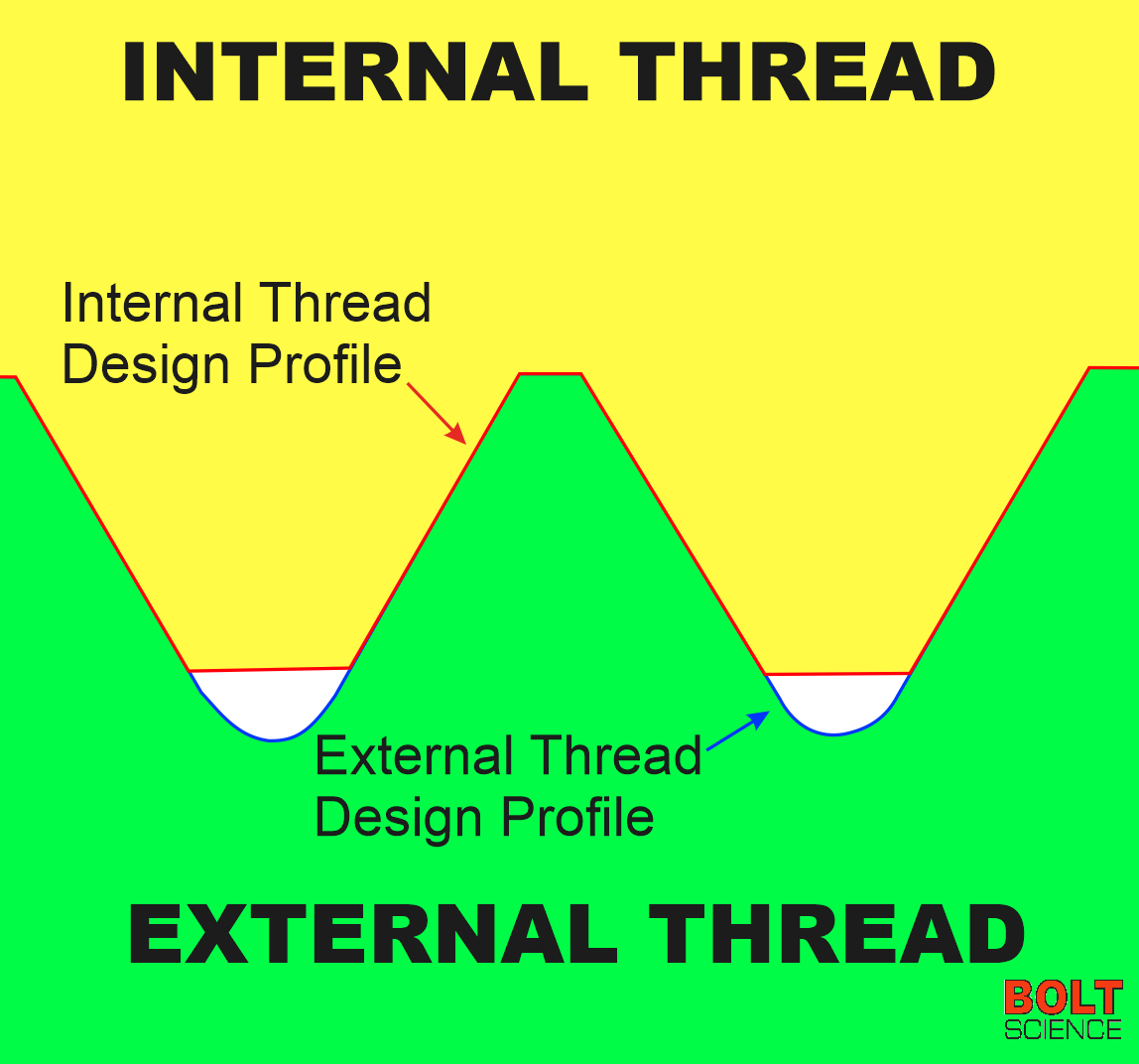
One change in ISO 68-1 being that, unless specifically defined otherwise, the minimum radii (R1) for the external thread shall be 0.125P – a condition that prior to the revision only applied to property Class 8.8 and higher. Accordingly, this minimum radius now applies to stainless steels and threads made from other alloys. If, for whatever reason, the committee in charge of the specific standard for a particular fastener material decides that they didn’t want the minimum root radii requirement, it needs to be stated in the standard, but no such exclusion requirements exist at present. Hence, the minimum radius requirement currently applies to all metric fasteners.
The design profiles of the internal and external threads are shown mated together in Figure Three. With both threads on the design profile, there is no gap between the threads and so practically could not be mated together – due to deviations in the form and pitch that occur in manufacturing processes. To enable the threads to mate together, the design forms require tolerances to be applied so that a gap exists between the threads. Tolerances are also needed so that threads can be economically manufactured. Such a tolerance system for metric threads is defined in the ISO 965 series of standards.
www.boltscience.com






Will joined Fastener + Fixing Magazine in 2007 and over the last 15 years has experienced every facet of the fastener sector - interviewing key figures within the industry and visiting leading companies and exhibitions around the globe.
Will manages the content strategy across all platforms and is the guardian for the high editorial standards that the Magazine is renowned.
Don't have an account? Sign Up
Signing up to Fastener + Fixing Magazine enables you to manage your account details.

