
By T. Vadamalaiappan, retired QA manager at Sundram Fasteners
The impacts of pollution, greenhouse effects and global warming have already started to be felt by all on our planet. The climate crisis is a reality.
When we think about extinction, popular animal species like tigers and rhinos come to our mind. But we are unaware about the many species of plants, insects and small animals, such as frogs, that are facing fast mass extinction by habitat loss and fires. Our food cycle and life cycle are interconnected with every species.
The fastener industry is already embracing nature conservation efforts, for instance complying with directives such as ELV (End of Life Vehicles), RoHS (Restriction of Hazardous Substances) and REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) well before the stipulated time. Migration from hexavalent passivation to trivalent passivation by fastener manufacturers has also reduced contamination. Fastener plants all over the world are also equipped with modern plating and effluent treatment plants with zero discharge.
Energy conservation and raw material savings are now required for survival in any industry. With the global annual output of 27 million tonnes, there is still good scope for conservation in fastener products. There is a pressing need for optimisation and conservation like never before after the worst ever recession due to the Covid-19 pandemic. A holistic review and a pragmatic approach covering configuration, form, shape, dimensional specifications, and surface treatment, can further enhance the conservation scope in fastener products.
Fastener shapes and versions
Bolts and screws are forged in the following two processes and versions in multistation forging machines:
Trimmed head version: The hexagonal flats and the flange are created by a final trimming operation. This results in a flower like trim off. The top surface of the head is flat.
Formed or indented head version: In this method, the hexagon and flange are gradually built up in multi stages and entirely formed by flowing the material into the dies to get the final shape. In this version, there is no trimming involved. This version may require a recess diameter or indent diameter purposefully created with a punch on the head top face – hence it being called an indented head version. This recess or indent improves head formation, but in no way impacts the final performance. All the specified dimensional requirements such as hexagon width across flats (s), across corners (e) minimum, head height (k), and wrenching height (kw) will be met.
However, the present ISO group of external hexagon drive fasteners such as hexagon head bolts (ISO 4014, ISO 4015, ISO 4016 and ISO 8765); hexagon head screws (ISO 4017, ISO 4018 and ISO 8676) are not specific about version two (formed or indented head). These standards do not specify the optional recess diameter necessary for formed or indented head version in the head shape. Hence a huge tonnage of such bolts and screws are continuing to get manufactured in trimmed version wasting enormous resources.
An amendment to these ISO standards as below would help:
Inclusion of optional recess or indent diameter (d1) on head top face with depth of approximately 1.0 to 2.0: This recess or indent diameter helps in the flow of material and the filling of across corners and flats, flange, and getting a perfect seating face, as well as good grain flow and head soundness.
Making the washer face diameter (dw) and depth (c) optional: In the trimmed version by process, due to high speed shearing, a small burr imperfection may project from across corners. Hence a raised step like washer face diameter (dw) and washer face depth (c) are provided to contain the burr below the washer face diameter to provide a flat and smooth seating surface. However, in the formed or indented version there is no trimming or shearing operation involved. So it can produce a perfect seating face with a good contact area. Hence there is no need for a raised step such as a washer face diameter in the formed version at the seating side.
Another advantage in the formed or indented hexagon version is that it has better grain flow and less residual stress, which gives it a better head soundness when compared to the trimmed version.
Dimensional specifications
The next area for conservation scope in fastener products is dimensional specifications. ISO has developed a complete set of standards for the specifications of external hexagon drive fasteners. It comprises the following – hexagon head bolts (ISO 4014, ISO 4015, ISO 4016 and ISO 8765) and hexagon head screws (ISO 4017, ISO 4018 and ISO 8676). The fastener head hexagon width across flats and height has also been studied by ISO. Some changes have been done to modify head dimensions in the above standards about 25 years ago. This enabled lighter and efficient equipment and construction without affecting performance.
The head height has also been revised from 0.8 diameter norm to 0.65 diameter norm for bolts and screws. In nuts for width across flats (S) the same changes have been implemented. The change in width across flats (S) has been embraced by the industry almost globally for standard and special fasteners. But there are still certain parts of the world that operate with the old standards. The purpose of common standards are interchangeability and material conservation. This becomes very successful with universal and quick adaptation.
However, some of the other specifications have gone further to reduce the hexagon width across flat by another 1mm to 2mm for hexagonal and hexagonal flange bolts and screws. This helps to build lighter and efficient equipment. In such hexagon screws and bolts with reduced width across flats, the applied torque change is small, but still the clamp loads can be achieved.
The dimensional changes made by ISO and further scope are in the table below:
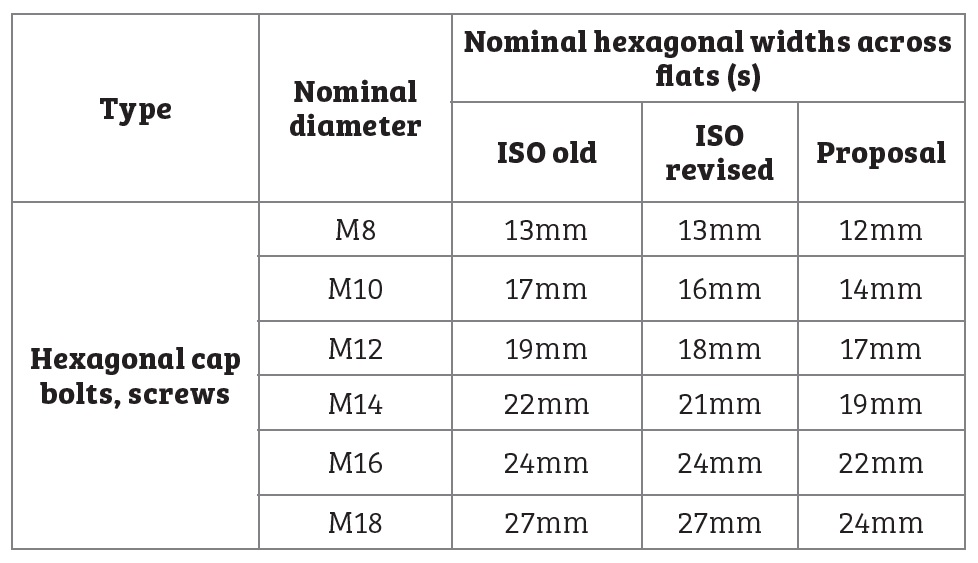
As can be seen there is further scope for improvement by reducing hexagonal widths across flats. This will translate into millions of tonnes of material saving.
Surface treatment
The final area where the conservation scope of fasteners could be improved is traditional zinc plated fasteners, which can be replaced with zinc aluminium flake coatings – such as Geomet®, Magni, Dörken – wherever possible – giving very good corrosion resistance. The process is also relatively simple using dip and spin, which does not involve acid pickling. This means these surface treatments do not need oven baking at 200°C to 230°C for 4 hours to 8 hours – to avoid hydrogen embrittlement –similar to plated fasteners. This saves enormous amounts of energy. Zinc aluminium flake coating is a clean green process where the effluent treatment, contamination, disposal and discharge are drastically less. It is requested that the plating standards such as ISO 4042 – ‘Fasteners electroplating systems’ should give a reference to alternate coatings such as ISO 10683 – ‘Fasteners non electrolytically applied zinc flake coating systems’ as an environmentally safer alternative choice. This will provide users and designers with the option and clarity at the earlier stage of of a new product or process development.
Conclusion
The savings from the above changes will result in the conservation of millions of tonnes in material and gigawatts of energy. Amending ISO standards to make formed or indented head version as an optional version can be done immediately. The change in hexagon across flats by another 1mm to 2mm can be taken in the second phase. The option of choosing eco-friendly zinc flake non electrolytic surface treatment over zinc electroplating is also immediately implementable. The fastener users should review their current parts, as well as new developments for eco-friendly surface treatments.
The fastener industry and user world have to agree to these easily implementable changes. All these changes are not new and have been implemented by some users in the industry without any problems. It is to be noted that most of the special fasteners also specify the standard dimensions for width across flats and their impact is very substantial.
This is an opportunity for the fastener industry to help slow down the galloping global warming and stave off our planet’s existential threat. As the climate scientists warn, we only have a 65% chance of controlling global average temperature within +1.5°C at the current CO2 emissions of 36.8 gigatonnes within 8 years. If not, the temperature rise will reach an uncontrollable and irreversible level leading to mass extinction.
The contribution of the fastener industry in the industrial revolution has been phenomenal. Now is the time for it to quickly review and implement these simple conservation measures and leave the next generation a liveable planet. I appeal to the industry experts, users and standard organisations – ISO, ASME, ASTM, SAE, DIN, JIS and GOST – to consider, review and implement these changes.
Let us conserve our diverse nature for our future by striving towards inclusivity, zero defect, and zero loss, by continually improving our quality, environmental and occupational health and safety. This can be enabled by clean, green, visual, sustainable, smooth manufacturing and a supply chain with an objective of the highest quality at the lowest cost.
Dedication: This article is dedicated to Sundram’s president and mentor Mr N. Balakrishnan. As a top executive, he took Sundram Fasteners Ltd to new heights. A great fastener technologist, designer and a nice human being, he passed away unexpectedly on 20th June afflicted by Covid-19. He loved and encouraged my writing.
About the author
- Vadamalaiappan has over 37 years of experience within the fastener industry having retired as a QA head and TQM coordinator. He now writes on fastener technology, nature and heritage.






Biog
Will joined Fastener + Fixing Magazine in 2007 and over the last 15 years has experienced every facet of the fastener sector - interviewing key figures within the industry and visiting leading companies and exhibitions around the globe.
Will manages the content strategy across all platforms and is the guardian for the high editorial standards that the Magazine is renowned.


