

By Dr Keith Berry, technical service manager, Chemique Adhesives and Sealants Ltd
The objective of this white paper is to provide a background to one part (1K) and two part (2K) polyurethane adhesive systems. Polyurethane-based adhesives can be formulated to give a wide range of properties that enable them to adhere to many substrates and there are many advantages to using them, as well as a few limitations that must also be considered.
Polyurethane-based adhesives are very versatile with good performance characteristics and can be formulated to give a wide range of physical properties, such as viscosity and application properties, as well as pot life. Polyurethane systems used for adhesives can be separated into two main classifications, these are the 1K (one part) and 2K (two part) systems with both sharing some similarities, as well as each having their own distinct advantages and disadvantages.
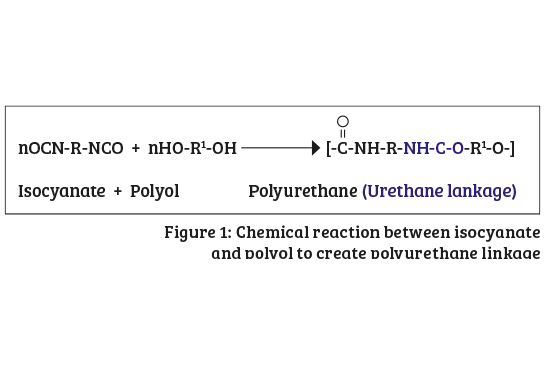
All polyurethane adhesives use the same chemical reaction as their base, this being a reaction between an isocyanate and a polyol (Figure 1). For 2K systems the isocyanate and the polyol will be manufactured and supplied as separate components. Mixing of the two components, just prior to application, to create the chemical reaction and fully cross-link the system will be required. To ensure this happens correctly an accurate ratio of components and sufficient mixing must be guaranteed.
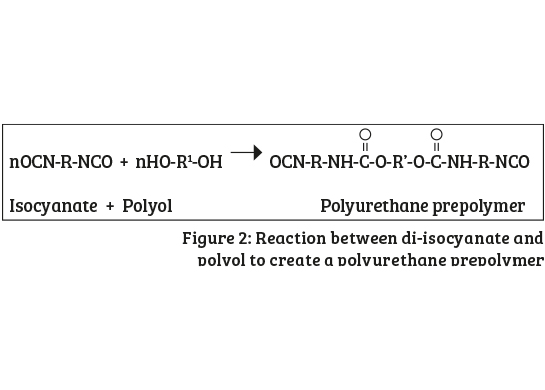 Alternatively, with 1K systems during manufacture the polyol will be reacted with excess isocyanate such that the polyol chain is terminated with an isocyanate group (Figure 2). The ratio of isocyanate to polyol will help to determine the chain length of the terminated polyurethane prepolymer. This polyurethane prepolymer becomes the reactive component of the 1K system.
Alternatively, with 1K systems during manufacture the polyol will be reacted with excess isocyanate such that the polyol chain is terminated with an isocyanate group (Figure 2). The ratio of isocyanate to polyol will help to determine the chain length of the terminated polyurethane prepolymer. This polyurethane prepolymer becomes the reactive component of the 1K system.
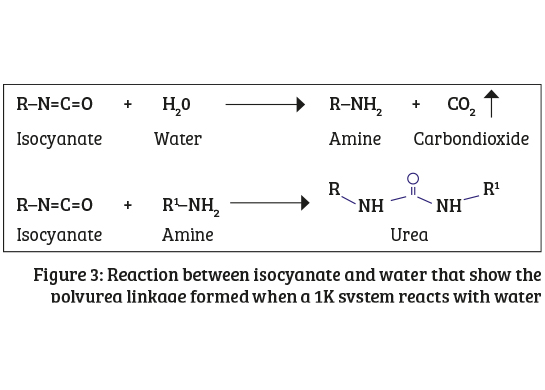
To complete the reaction a 1K system will need to interact with water to fully cross-link. Figure 3 shows the chemical reactions that occur between the isocyanate on the end of prepolymer chains of a 1K system and water that results in a polyurea linkage. This means that water needs to be present for a 1K system to cross-link and this can be from moisture in the atmosphere, however, for some adhesives this will be from the application of a water mist prior to the addition of the second substrate being bonded. Alternatively, the prepolymer may be dissolved in a solvent carrier and the prepolymer will react with moisture as the solvent evaporates.
Advantages and limitations
Polyurethane adhesives of both classifications (1K and 2K) share some advantages and limitations. These advantages include the cure time and that pot life can be varied through formulation changes, as well as good resistance to solvents when cured. Depending on the formulation, polyurethane adhesives also have a moderate cost and can be applied using multiple methods such as roller, brush, spray and these can either be manual or automatic.
Polyurethane-based adhesives are also non-flammable and have an excellent adhesion to a wide range of substrates. Although they can be solvented, polyurethane-based adhesives can also be supplied solvent-free. Another advantage is that good flexibility can be achieved in the cured product, as well as heat not being required for cure – but can be used to speed up the cure once both substrates are present. They can also stay bonded through a wide range of operating temperatures.
Despite these advantages polyurethane-based adhesives also have some limitations. These include the uncured material being sensitive to moisture, as well as having a shorter shelf life – generally 3 – 12 months for both 1K and 2K adhesives. Although they adhere to most substrates, some substrates may also require a primer for the polyurethane-based adhesive to adhere. Due to the formation of carbon dioxide, which can cause foaming, assemblies made using polyurethane adhesives may also need to be held in a press under sufficient pressure whilst the adhesive cures to stop this occurring.
Due to the way in which the adhesive is supplied and the formation of urea linkages when curing, 1K adhesives also have some additional advantages. These include requiring no mixing, being easy to apply, featuring excellent chemical resistance and they can be either solvented or solvent free depending on the application required.
They will also have some additional limitations in that the cure time and pot life will be very dependent on the ambient conditions. Due to the moisture cured nature of the material, once the container is open it will start to react with moisture in the air – shortening its shelf life and increasing its viscosity. As well as requiring sufficient moisture to fully cure, this may mean appropriate level of water misting before application of the second substrate.
As there are additional advantages and limitations of 1K polyurethane adhesives, this also applies with 2K adhesives. The advantages of 2K adhesives include generally longer shelf lives than 1K polyurethane adhesives, a cure time more dependent on formulation rather than ambient conditions, as well as requiring no additional processes (such as water misting) after the application of the adhesive.
Limitations of 2K polyurethane-based adhesives include that the correct ratio of components is required to properly cure the adhesive, as well as sufficient mixing of the two components before application.
The issues that most often arise with polyurethane adhesives are usually due to one of the following reasons. Firstly, using an adhesive with a pot life that is too short for the conditions so that the substrates are not assembled and under pressure within the pot life. Also, when insufficient adhesive is applied to substrate there is not enough coverage to give a complete bond. If one of the substrates is porous this must be taken into account, as should the uniformity of the surface. Lastly, issues can arise if there’s not enough pressure within the press. The total surface area of the substrate needs to be considered so the pressure is approximately 10psi.






Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.

Don't have an account? Sign Up
Signing up to Fastener + Fixing Magazine enables you to manage your account details.

