Dr-Ing Gabriel McBain, simufact engineering GmbH, Dr-Ing Thomas Terzyk, PROKOS Produktions Kontroll System GmbH & Bernhard Tönnesmann, Möhling GmbH & Co KG
Using process simulation and calibrated process monitoring with force measurements can help optimise initial tool set-up in cold forming applications.
FEM simulation programs currently constitute a powerful and widely used instrument for the design of processing stages, the optimisation of material flows and forecasting of die wear. They are used as standard in many cold and hot forming plants for the design and configurations of dies.
Process monitoring systems are installed on virtually all cold forming machines (headers, thread rollers, etc) to prevent overloading of the machine or dies, to detect quality defects in the component or to allow unmanned operation of the plant. When used in conjunction with the latest machines, process monitoring systems can also intervene in production (e.g by controlling the die match of thread rollers), in order to return the rolling process to stable production conditions whenever systematic deviations take place.
Both tools have evolved enormously in recent years thanks to more powerful computers and algorithms, which have refined the calculation and monitoring methods used, while considerably increasing their ease of use and significantly improving the results obtained.
Industrial cold forming applications can be easily simulated with the current commercial metal forming simulation software, a widely accepted instrument in the cold forming industry. Process monitoring systems are also frequently applied by the majority of cold forming shops. But even as these two technologies are the state of the art, large variations of die life still occur. This can either be a short die life, particularly for new products – or large variations of the achieved die life e.g between different operators or plants.
This article describes how improved process knowledge drawn from process simulations can be used together with calibrated force measurements by means of process monitoring systems to prevent tool overloading and to increase die life. A cold forming application was therefore simulated, and the optimal press force predicted in order to achieve complete die filling without overloading the tools. This optimal press force was used to set-up the dies and press stroke with the help of the process monitoring system, which has been calibrated beforehand. Force measurements can be used to effectively reverse engineer the press elasticity effects of the cold forming press.
As the increasing accuracy of simulation models, and the ability to calculate forming-force curves in advance, begins to fulfil the desire of operators of forming systems to be able to verify the results of simulations while operating the machine. The two worlds concerned, those of simulation and process monitoring, are tending to merge.
Soon, it will be far easier to download the design data corresponding to dies directly to production thanks to the increased networking of individual departments within a company (Industry 4.0). This will make results and information from various parts of the operation directly available to the machine operator.
The objective is to supply simulated forming-force curves to the machine operator via their process monitoring system on the production line. They can then use this information, whenever new dies are to be used, to adjust the machine or carry out the necessary set-up tasks. They will be able to see, even before the first component is pressed, how the force curves of individual forming operations must be in order to ensure trouble-free production, along with details of the range within which these forces must lie, and the process related scatter that can be expected.
Incorrect die set-up can then immediately be detected by comparing the simulated and actual force readings respectively at the start of production. This will increase the machine operator’s understanding of the effects of sometimes even small tool set-up changes on the resulting die loads the corresponding signalling procedures. Those responsible for designing dies will then be aware at an early stage of where and to what actual extent deviations between the FEM simulation, die configuration and forming-force reading are likely to occur.
The process monitoring systems employed in forming technology largely make use of process generated force readings. The total load of a machine is normally measured at the frame. Stage related forces are detected by corresponding piezoelectric sensors on the punch (of multi-blow headers) or die side (of multiple station presses or bolt makers). Vario sensors are preferred, on grounds of their high reliability and the effective protection of the sensor that a drill hole provides. They are inserted into the hole in a similar way to an anchor bolt, and then tensioned. The forming forces deform the hole (and the sensor) proportional to the amount of forming force present, and the sensor generates a proportional electrical signal. The signal from the sensor is transferred to the charge amplifiers in the process monitoring system, thereby enabling it to track the forming process.
These sensor holes, now drilled by machine manufacturers by default in new headers, achieve a compromise between closeness to the process on one hand and proper protection of sensors and cables on the other. Precise calibration of the sensors at these measuring points is possible only within certain limitations.
It is for these reasons, and on measuring technology grounds, that there is a preference for step related force readings from the measuring points that are as close as possible to the point where force is applied, and which are mechanically separate from neighbouring stages.
The adjusting wedges of a machine or the pressure elements just in front are therefore considered to be useful measuring points where multiple die presses or bolt makers are concerned. Given the above considerations, the wedge and pressure elements are chosen as measuring points for the application described.
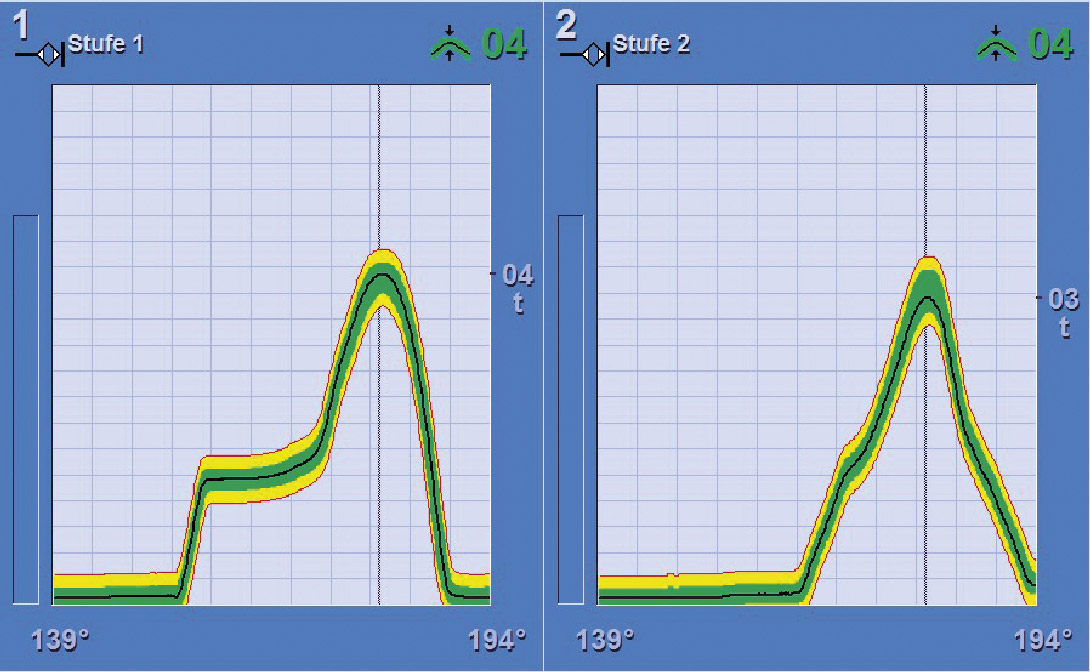
Measured forming-force curves (C)Prokos
The force is measured with so-called TriFleX sensors on both sides of the wedges, shown in double envelope curves. These curves correspond to the simulated curve progressions expected. The absolute forces, along with the progression of measured and simulated forces, show a good match. As with the simulation model, the modelling of machine and die elasticity is decisive for this good match.
The optimum die adjustment range and corresponding forming-force curves can be calculated by means of the FEM simulation carried out before production starts. The simulated force curves can then be imported into the process monitoring system. This provides the user with a target force curve, displayed on screen, which is already close to the die’s optimum adjustment setting. This target force curve can be displayed via the Brankamp X7 process monitoring system at any time to enable current production status to be compared to the simulated force curves.
A network connection and the use of the uniquely named tool number or name as a reference enables the target force curves to be loaded into the process monitoring device. This link makes a process monitoring system available that for the first time provides a bridge between tool development and process monitoring
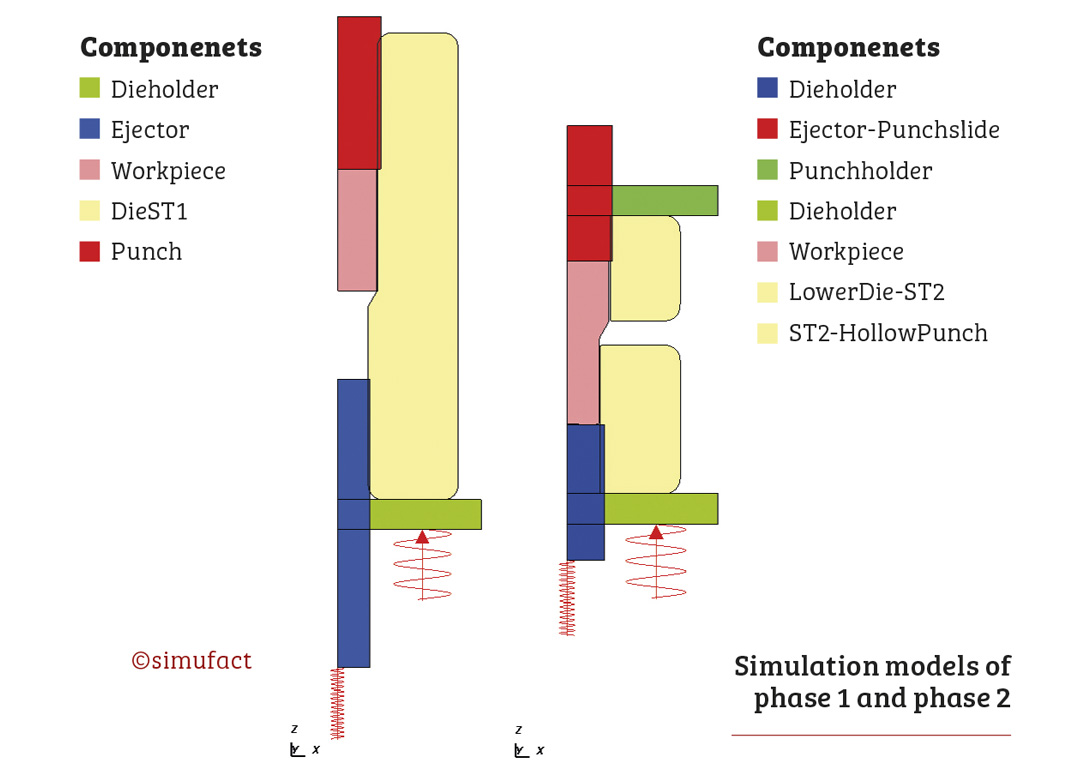
The forming process subjected to experimental research was modelled numerically with the simulation program Simufact.forming 13.0, using the finite element method. The axial symmetry of the process permits simplification to an axial symmetric 2D model.
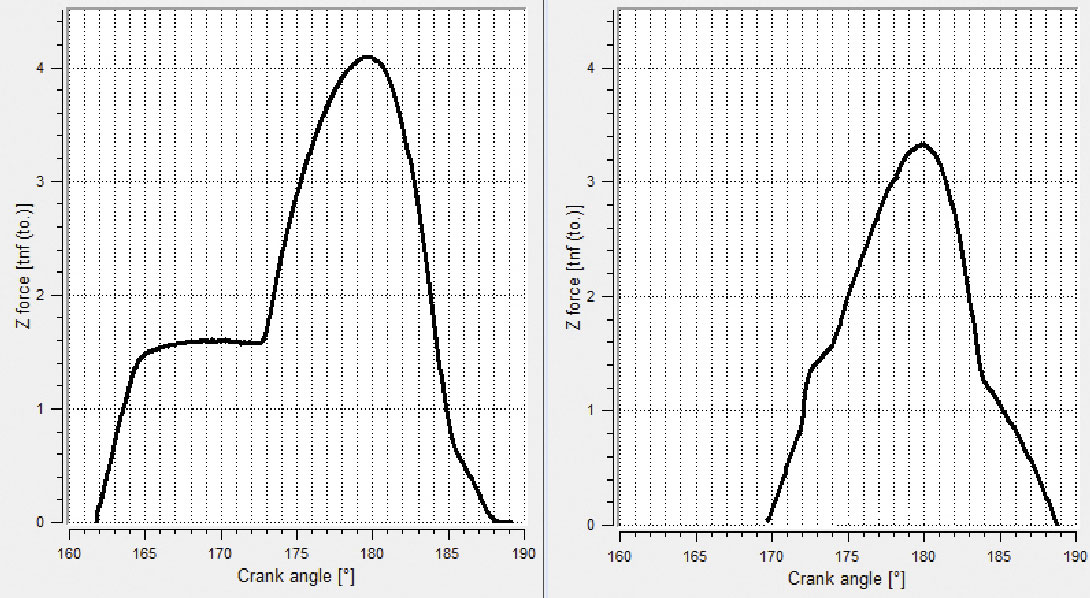
Simulated forming-force curves. Such a high correspondence between simulation and measurement is only possible because the elasticity of the machine was included in the simulation.
It is apparent that die and machine elasticity taken into account results in an increase in force which starts at a smaller crank angle. During the back-stroke, the force unloading likewise takes place over a crank angle of almost 10°, while this relief is not taken into account with the rigid model.
The elasticity properties considered here are usually not modelled in the majority of simulations carried out. Using the simulation model with rigidly fixed dies and ejectors as a basis, this simulation model was extended to include spring mounted dies and ejectors. Spring elasticity was adjusted until a satisfactory match in the time response between the simulated and measured forces was achieved.
This project shows how the joint use of process integrated force measurement and numerical process simulation can be used to increase the accuracy of that process simulation, as expressed in a good match between simulated force curves and the actual process.
Even if the simulation model would not take tool and machine elasticity effects into account, readings for the characteristic factors of the actual forces measured in the process can at least still be predicted, and used to specify target values for machine adjustment purposes.
The force curves obtained by the simulation can be used for process integrated force measurement during adjustment of the machine in order to optimise the machine settings, during real processing, with the help of the simulation and to ensure, on the basis of the ongoing monitoring of processing force during production, that this optimised process control is actually maintained.
Knowledge of an optimised process configuration designed to minimise the loads on the dies, its early configuration at the initial setup stage of production, and the continuous monitoring maintained even under the rough conditions of day-to-day operations, are all essential for maximising the operational life of the dies.






Biog
Will joined Fastener + Fixing Magazine in 2007 and over the last 15 years has experienced every facet of the fastener sector - interviewing key figures within the industry and visiting leading companies and exhibitions around the globe.
Will manages the content strategy across all platforms and is the guardian for the high editorial standards that the Magazine is renowned.


