
Here Peter Standring, technical secretary at Industrial Metalforming Technologies, seeks to explain the knowledge and experience required to obtain and utilise the optimum advantage for tooling employed for fastener production, including aspects of design, material selection, manufacture and use.
Tools exist to enable tasks to be carried out, with the right tool for the right job, used in the correct manner, often leading to an efficient completion of the task at hand. A change in any of the variables associated with the task – the material being worked, the techniques employed, the production demands – will inevitably have some impact on the result. To optimise the result requires a comprehensive knowledge of what the task entails. Breaking this into its simplest components – as in a flow chart – will provide a useful starting point. This should identify all aspects of the task that involve variable outputs and possible iterations.
The simple statement ‘produce a hole’, opens up a profound number of possibilities covering every option from using a spade to electron beams. Fasteners pervade every part of human activity and the tooling used to produce them can vary from injection moulding equipment, weaving commercial braid or squeeze/cutting materials to shape.
Although not always appreciated, approximately 95% of all product costs occur at the design stage. Once a design has been adopted attempts to reduce costs at all subsequent stages in manufacture and logistics are very much secondary options. ‘Freedom of design’ is a most valuable commodity, with the very best design incorporating all elements of manufacture, maintenance and in-service monitoring.
Where a design is already determined and a manufacturer is required to simply ‘make to drawing’, options to reduce manufacturing costs by redesign, to ensure functionality and achieve ‘cost effectiveness’, do not often exist.
Simple cost savings
Simple but often highly effective cost cutting design changes include only applying engineering tolerances (dimensional and geometric) where the ‘design function’ requires them. This aspect of manufacture becomes increasingly important given the growth of digital inspection systems, which can quickly and easily identify features that may be out of compliance with the component drawing and yet have zero influence on the functionality of the part. This aspect of unnecessary customer demand often results from inappropriate ‘in-house’ design practice such as employing ‘blanket’ tolerances. To the manufacturer meeting unnecessary tolerances represents totally unnecessary expenditure. This in turn will reduce the option to invest in equipment, which could provide a real functional benefit in, for example, surface improvement.
Another area that can result in cost savings is the selection of, and/or approval for, the manufacturer’s use of workpiece materials, which are available, well understood and equivalent or functionally superior to those of the original design. There is also the option for the customer’s designer to work directly with a supplier’s technical specialists in improving the manufacturability of the design. Any relationship created to achieve these ends will improve the bottom line of both organisations in the short, medium and longer term.
Material selection
As in all metals manufacture, there is a workpiece material and the tooling used to work it. It goes without saying that the properties of the tooling must exceed those of the workpiece – but by how much, where and why? As stated above, workpiece selection is a design choice, that of the tooling used to work it lies entirely within the domain of the manufacturer. After all, it is their equipment, knowledge and skills that are to be used to fulfil the supply contract.
It is interesting to note that in only 30 years, the global steel industry has been transformed by its association with the automotive industry. In the 1990s, due to environmental pressures, the automotive industry sought performance salvation for its ever increasing vehicle mass by turning to aluminium alloy spaceframe construction. The steel industry’s response was its development of advanced high strength materials (AHSS) – up to eight times that of low carbon steel. Strength is a function of both the material stress/strain characteristics and its distribution (shape). The combination of complex geometries obtained by hydroforming and stiffness of up to 1,900MPa by hot stamping and rapid cooling (10 seconds) followed by laser trimming (10 seconds), provided both weight and cost reductions. These nullified much of the lightweighting benefits of aluminium alloys in automotive production. However, for those employed in the manufacture of components that utilised AHSS, the problems of dealing with such properties caused a rethink of both the equipment and tooling required to handle them.
The adoption of AHSS did contribute to significant performance benefits through lightweighting and these were made exploitable by the ability to form complex geometry parts, thus eliminating previous multi-component fabricated assemblies. Typical of these were stamped body panels (often using tailor welded blanks to obtain variations in base thickness), suspension beams, pillars and rails – made possible by cold roll formed sections, as well as hydroforming. Whilst these cost reducing/performance enhancing developments significantly improved the automotive manufacturer’s bottom line, and helped achieve the vehicle safety/emissions ratings, they also imposed a new and often problematic situation to those who needed to attach other componentry to the vehicle.
Interactive design
It is hard to imagine that in one working lifetime we have moved from component classification within individual manufacturing companies, through group technology – where families of different components could be identified. From each data source emerged standardisation, rationalisation, cellular and ‘Just in Time’ manufacture, as well as Kanban along with a host of other techniques to enable efficient production.
Even with a long-standing association with the automotive sector, as well as other markets, it is still common for a new vehicle’s internal and external specifications (model shape) to be decided and created by the automotive company design office – with fastener companies expected to create solutions that meet the specifications, even if there is extremely limited space available between the inside and exterior.
The simplest action to meet the specification is to buy ‘off the shelf’ or to use existing stock. This is fine for fastener manufacturers assuming their ‘off the shelf’ products meet the newer developments, which have been specified in the design of the new model to meet regulations, legislation and market demand. 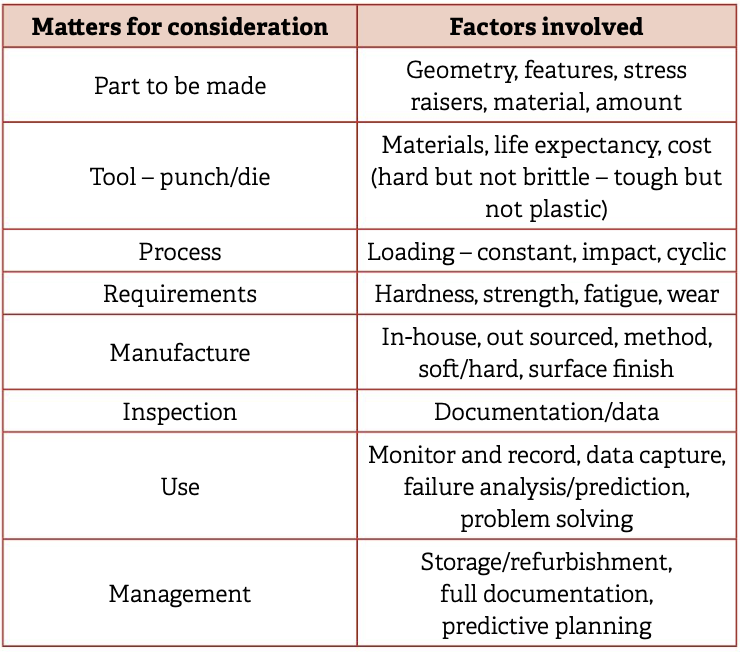
This apparent superiority of buyers and end users over suppliers has no place in the manufacturing environment of today. It is certainly true that designers working in specific sectors have specialist knowledge, which sets them apart from those who operate outside that sector. What is also true is that those who design fasteners have a specialisation that designers outside this sector will not be able to match. Therefore, it makes absolute sense for designers who work for OEMs to seek the advice and support from those whose specialisation they wish to obtain. This is particularly true where the OEM introduces new materials, of whatever type (metals and non-metals), which the fastener designer may not be familiar with.
Controlling the variables of tooling
Fast forward to today, and for decades the International Cold Forging Group (ICFG), a non commercial body of experts, has been studying, reviewing and publishing how to identify and control the variables associated with tooling, its production and use. Some of the basic factors concerned are listed in Table One.
A comprehensive list of the ICFG subgroup activities dealing with tool life and tool quality has also been published by Meisenbach Verlag Bamberg, Germany. These are shown in Table Two.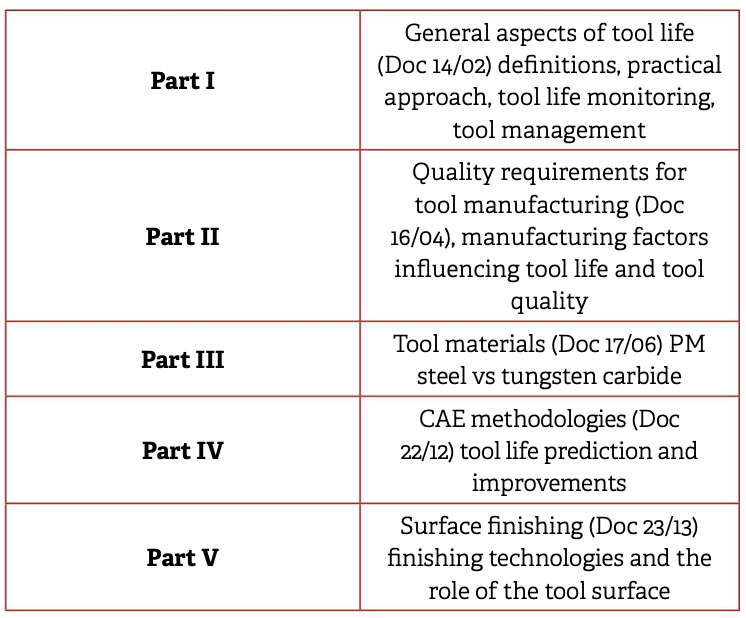
Thinking aloud
Tooling is naturally fundamental to any metalworking operation. It’s not just the technology that matters but also the philosophy of how it is used. On a works visit to a top of the range global company, which had its own forging facilities, a main board director proudly waved his arm in the direction of the tool storage area and stated, “In here we have GB£43 million of tooling.” In the same year, visiting another mainstream automotive supplier using Hatebur hot forging machines, eating 20 tonnes of steel per hour, I recall the plant manager casually saying: “Of course, we operate a three tool system, one in the machine, one to replace it and a third that requires finishing.”
At another plant where a company was using a five station machine to develop an automotive valve spring retainer by cold forming, numerous trials had only succeeded in obtaining a maximum life of 700 parts prior to catastrophic punch failure.
Cold calling, a representative of a Taiwanese toolmaking company was given a drawing of the failing tool and within seven days had supplied a trial tool. This ran for over 60,000 parts. Having the tool material analysed, the company found it to be nothing special. Given that all other variables were identical and better quality steels had been used in the failed trials, it was discovered the problem lay with the heat treaters and a degree of misplaced confidence over the belief that what had been specified had in fact been delivered.
In conclusion, as everyone knows, to be in control you must have control over all aspects of every variable. Clearly, this, like perfection, is not possible. However, knowing where problems can exist and how to limit them is the first step on the ladder of success. The ICFG has produced such a ladder for tool life and tool quality, which those in the business of fastener manufacture should be aware of.
The data gathered in gaining control is the bedrock on which a predictive maintenance programme can be based. Once this has been achieved, ‘Just in Time’ tool manufacture and use can become a reality, not simply a dream.
Awareness of the bigger picture is always of value, as in the case of the steel industry’s development of AHSS. Given the volume demand for AHSS automotive steel, and the corresponding decline in low carbon use, it was suggested that this might produce a price differential where low carbon becomes a premier priced commodity?
In the same way, for environmental reasons it would be preferable for dissimilar materials to be easily separated at the end of life. To date, adhesive bonding has not had a good press in this area. However, recent developments in adding metallic particles to the adhesive bond, which can in turn be selectively activated to provide localised heating at the joint may solve this particular problem. The question for fastener manufacturers is, how will this development impact their business?






Biog
Will joined Fastener + Fixing Magazine in 2007 and over the last 15 years has experienced every facet of the fastener sector - interviewing key figures within the industry and visiting leading companies and exhibitions around the globe.
Will manages the content strategy across all platforms and is the guardian for the high editorial standards that the Magazine is renowned.


