Separating screws and getting them positioned correctly is a challenge for many automated and semi-automated production units. Vibration feeders are a solution, but they are often very noisy and the vibrations cause abrasive wear on the screws as they move forward.
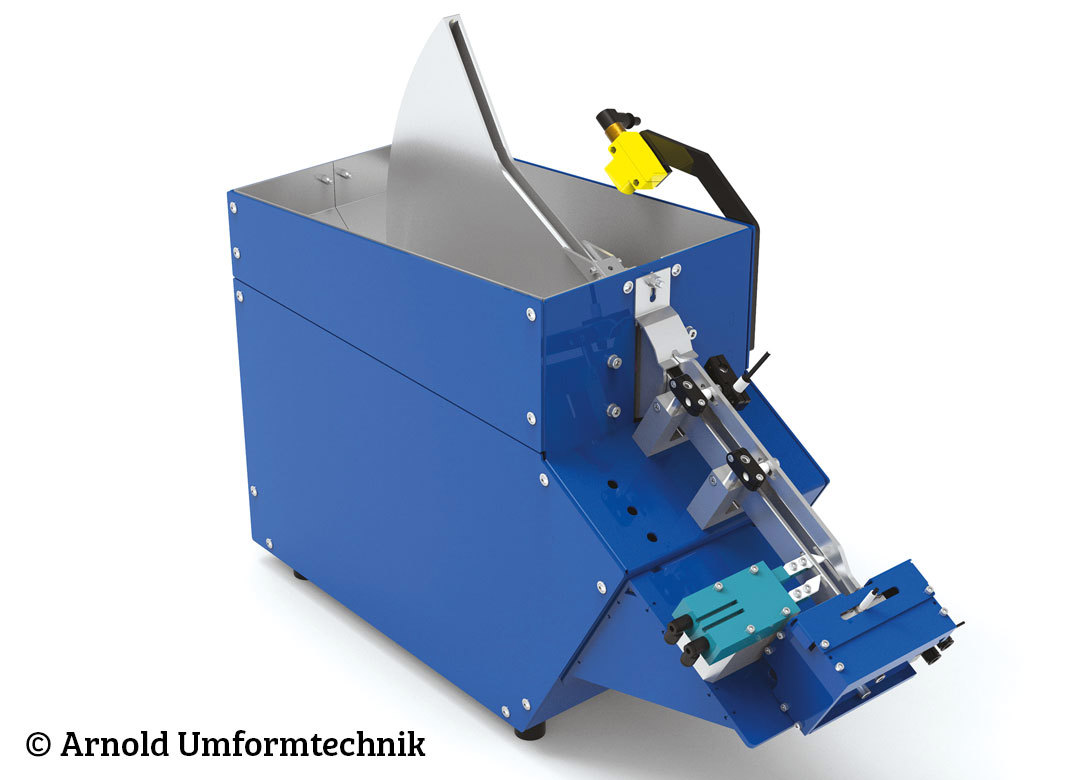
Arnold Umformtechnik points out that its sword (segment) feeder offers a good alternative to standard vibration feeders as instead of a vibratory movement, its sword feeder separates and aligns the screws with the upward and downward movement of a segment-shaped rail (or sword). Also, the sword feeder supplies up to two pressing heads. These can be located in the pressing tool or even in the C-frame or an automatic C-frame system. If several pressing heads are required, further sword feeders can be incorporated into the system. These gentle sword feeders are best employed anywhere where screws need to be automatically fed to a joining operation, ready-positioned and separated. High cleanliness requirements are a further argument for these feeders, because less abrasion means less contamination. The automotive industry is therefore a typical area where these feeders can be deployed.
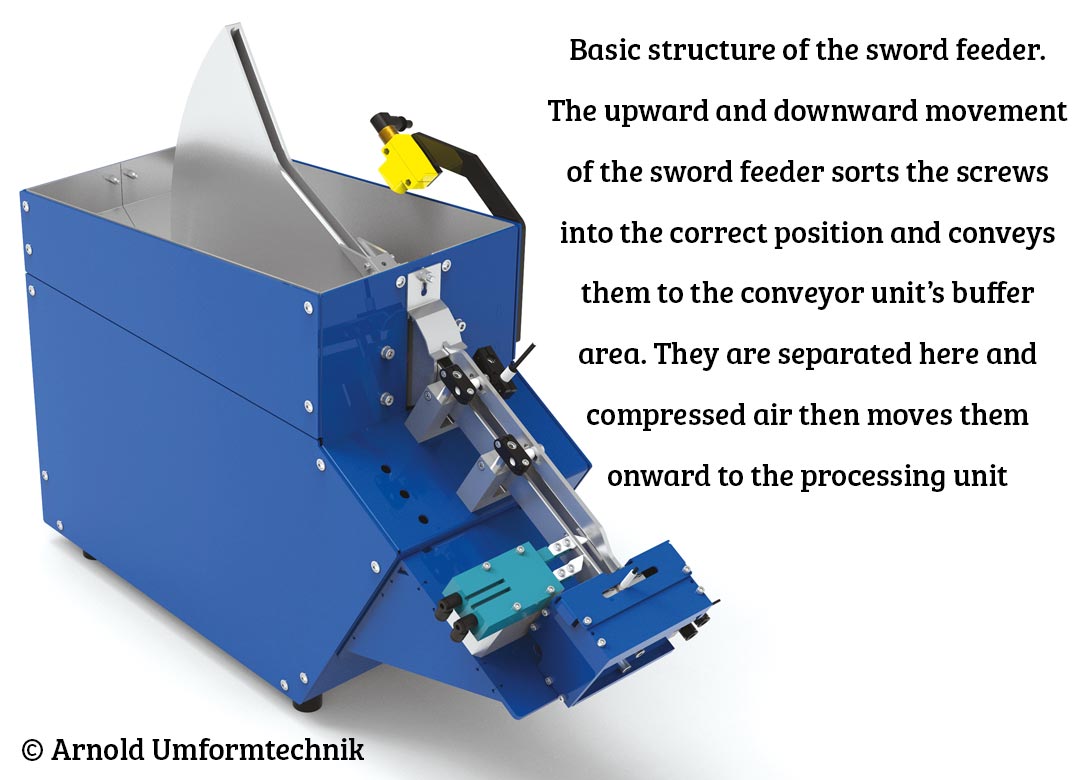
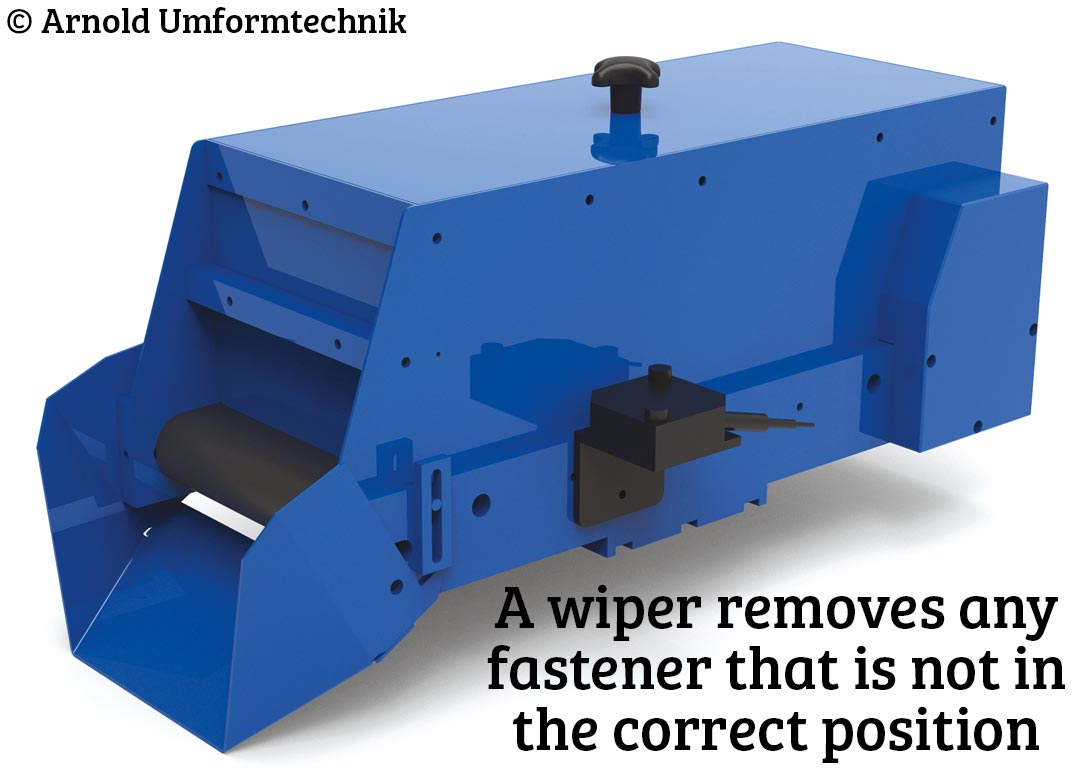
To position the screws, at the deepest point of the rail’s movement, the cylindrical end of the screws slide into a guide groove, and they hang from it by their heads. A wiper removes any fastener that is not in the correct position as the rail rises.
The correctly positioned screws slip down the groove into the conveyor’s buffer area and compressed air moves them towards the processing unit. A sensor monitors the fill level in the buffer area. If it empties, the rail moves up and down until the buffer area is refilled.
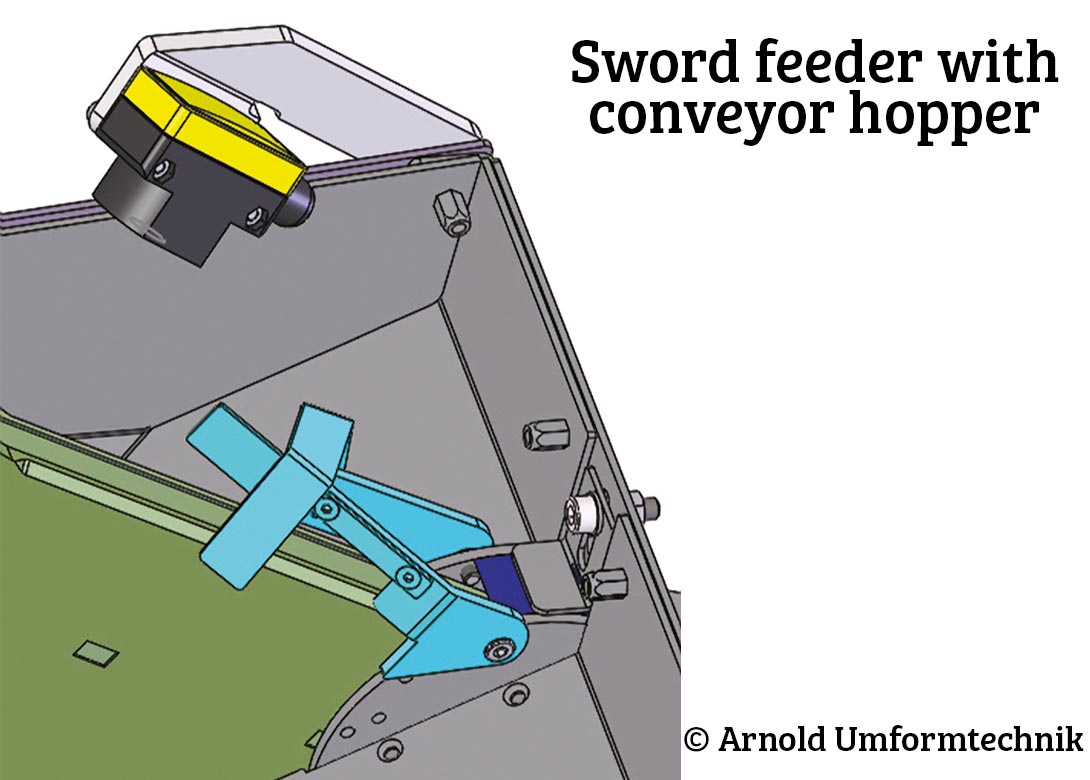
Since, due to their operational situation, sword feeders can only contain a certain number of screws, they need to be topped up regularly. A special conveyor with a hopper that can contain a higher quantity of screws takes care of this. A laser light sensor registers the fill level in the sword feeder and sends a message to the conveyor hopper, which then automatically tops up with fresh screws. A light barrier likewise monitors the fill level of the conveyor hopper, automatically informing the system operator when the screws in the hopper are running low.






Biog
Will joined Fastener + Fixing Magazine in 2007 and over the last 15 years has experienced every facet of the fastener sector - interviewing key figures within the industry and visiting leading companies and exhibitions around the globe.
Will manages the content strategy across all platforms and is the guardian for the high editorial standards that the Magazine is renowned.


