

Here Markus Ahr, global product manager corrosion resistant coatings GMF at Atotech, looks at whether acid zinc-nickel electroplating can be a ‘one stop shop’ solution for fasteners of all kinds.
In modern constructions, it’s still fasteners that ‘hold everything together’. But these days, they must meet advanced requirements in terms of durability, strength and functionality. When used in building construction – either internally or exposed to the elements externally – fasteners must maintain their mechanical strength. That’s why corrosion resistance is a critical property. The plating industry commonly relies on alkaline zinc-nickel electrolytes to secure effective protection against red corrosion. However, acid zinc-nickel electrolytes are rapidly making their way onto the market, proving advantageous for the fastener finishing industry by advancing corrosion resistance, reducing energy consumption and improving productivity.
The demand for zinc-nickel coatings has increased continuously in the fastener industry and especially in construction. Zinc-nickel finishing in a mildly acidic environment is still a relatively new technology, yet in the past five years there has been a steady increase in demand for direct zinc-nickel plating onto iron fasteners.
Zinc-nickel alloys with a nickel incorporation of 12% to 16% are especially suitable for fasteners. They provide high corrosion protection and superior wear resistance, which pure zinc and other zinc alloy coatings do not. Still, despite the many advantages of acid zinc-nickel electrolytes, there are still some application areas like barrel plating or the plating of complex shaped parts that are believed to be reserved for alkaline processes.
Advanced acid zinc-nickel technology
Atotech has developed a new boric acid and ammonia-free acid zinc-nickel electrolyte that possesses an improved throwing power for rack and barrel applications – Zinni® 220.
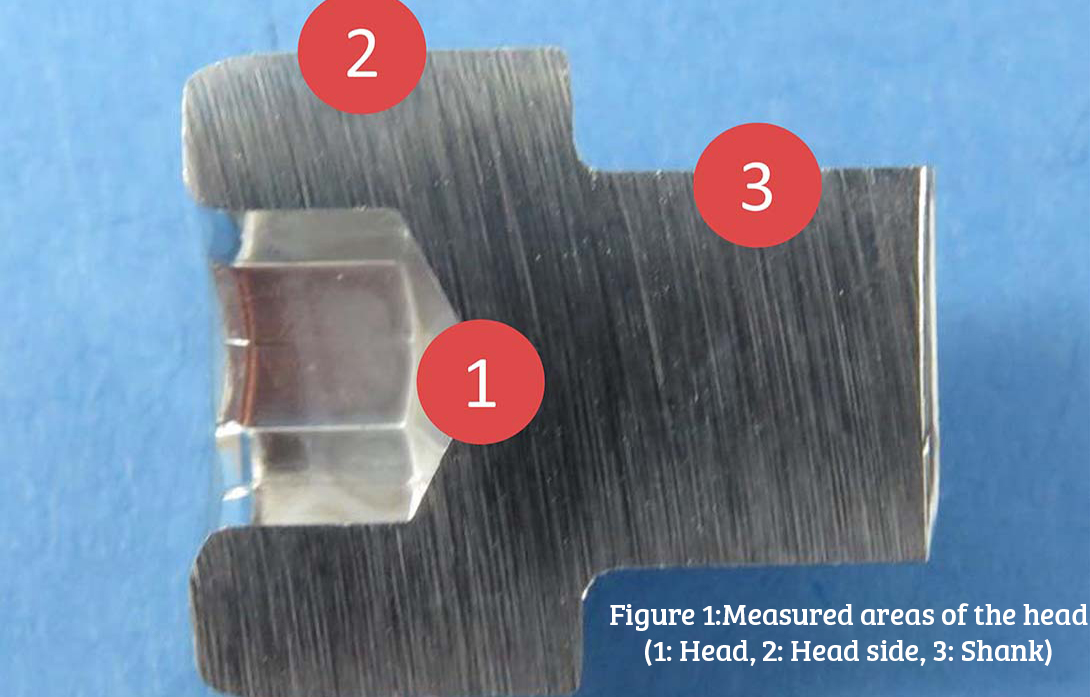
Zinni 220 boasts a homogenous nickel incorporation of 12% to 16% over the entire current density area. Its deposits exhibit an improved thickness distribution, thereby achieving a higher thickness in low current density (LCD) areas. Usually, areas with the thinnest coating thickness, called hidden areas, are particularly susceptible to early red corrosion. The outstanding corrosion protection performance properties of Zinni 220 are due to its improved thickness distribution and homogeneous nickel incorporation.
Plating performance
Today, most industries are placing increased focus on their CO2 footprint and energy consumption. As such, current efficiency is key when comparing processes. Acidic zinc-nickel processes achieve a current efficiency of 85% to 90%, which is an incredible advantage. Another relevant aspect of the plating process is covering power during the initiation phase. Experience shows that for alkaline zinc-nickel plating, the covering power, especially on hardened fasteners such as self-tapping fasteners, woodscrews, or nitro-carburised fasteners, ranges from very weak to failing. On the other hand, the acid zinc-nickel electrolyte Zinni 220 has been proven in production to exhibit excellent covering power for woodscrews with a surface hardness of 450 HV to 600 HV (1,420N/mm² to 1,995N/mm²).
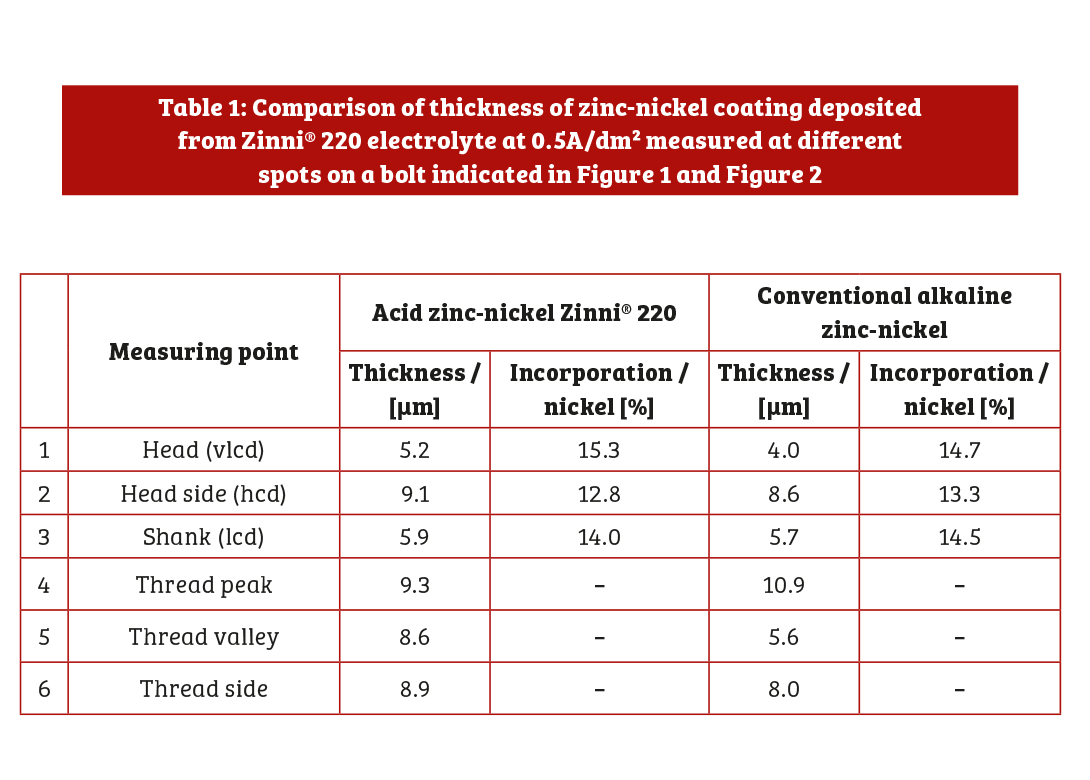
Zinni 220 also exhibits a much higher plating speed in LCD areas than alkaline zinc-nickel processes. Moreover, the layer thickness distribution of Zinni 220 is visibly better than that of state of the art alkaline zinc-nickel processes. Thickness distribution is key on plated fasteners, as a higher thickness plated in LCD and VLCD areas leads to increased corrosion protection performance against red rust. The nickel incorporation (see Table 1 on next page) ranges between 12% and 16% and varies slightly with current density. Effective for most of the zinc-nickel electrolytes, the nickel content slightly decreases with increasing current density.
Production experience
Several customers who adopted the acid zinc-nickel technology early on were quickly convinced by its advantages. Because the process requires temperatures in the 30°C to 40°C range, cooling efforts are notably lower than in alkaline zinc-nickel processes. This leads to reduced energy consumption. 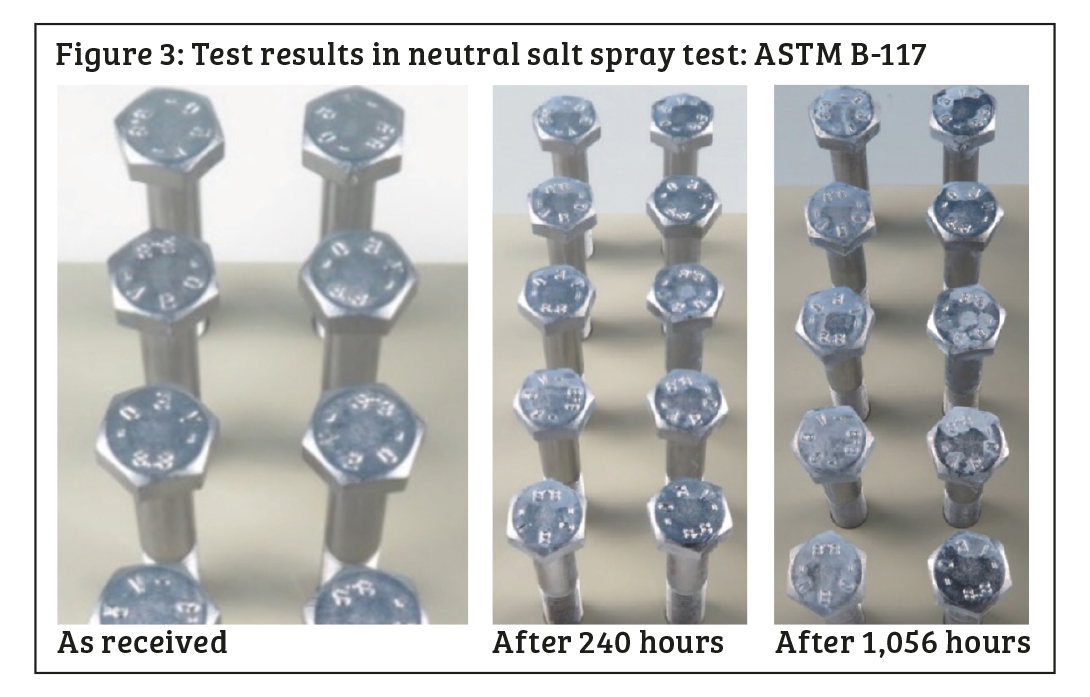
The acid zinc-nickel technology also allows for the successful plating of complex shaped fasteners, such as hex head recess areas or integrated washers. Tiers appreciate the aesthetic stainless steel appearance and the added value for end users, especially in the white goods segment.
Additionally, production experience has shown that it is now possible to exploit the loading capacity of large-scale barrels for zinc-nickel applications. In a six-station barrel plating line, with each barrel capturing 300kg of fastener material, plating time lasted 42 minutes with up to 1.2 ASD.
Outstanding corrosion protection
The corrosion behaviour of fasteners plated with Zinni 220 and coated with passivation (EcoTri® HC2) and sealer (Corrosil® Plus 501 or Corrosil® 315 L) was tested via a neutral salt spray test in an NSST chamber according to ASTM B-117. Figure 3 shows the fulfillment of all zinc-nickel coating requirements for white and red corrosion after sealer application. After more than 100 hours of neutral salt spray testing, only slight white rust formed on the sample heads.
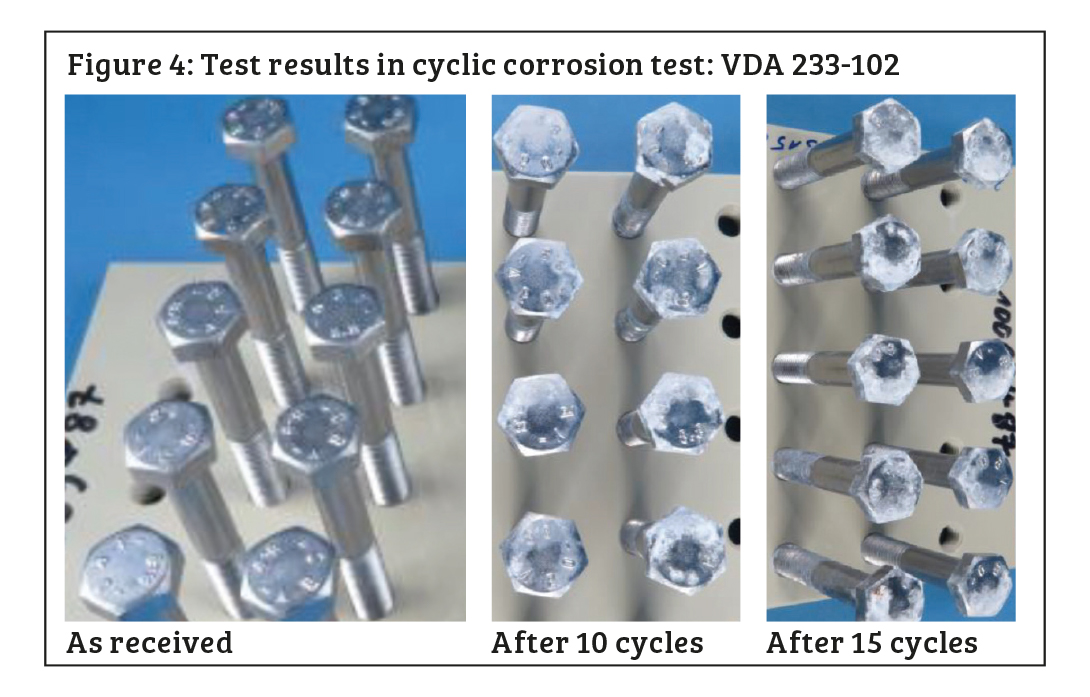
In the cyclic corrosion test, done according to VDA 233-102, the samples exhibited superior corrosion protection, as shown in Figure 4, with no red rust even after 15 cycles.
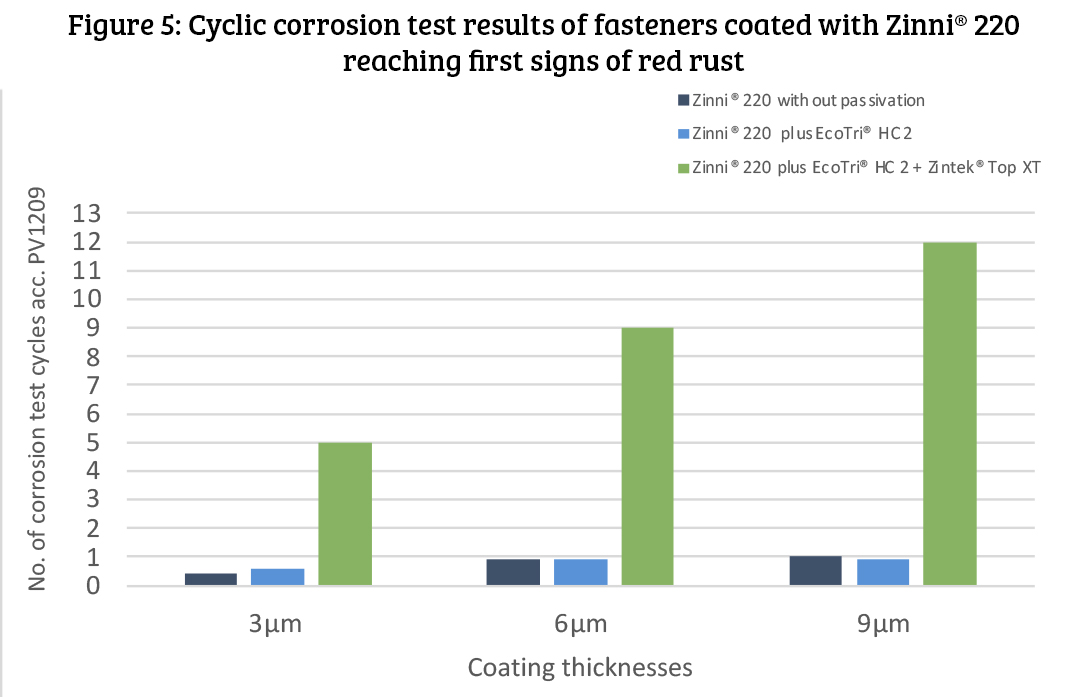
There are cases, as with woodscrews, where much higher corrosion resistance is required. A further boost of corrosion protection can be achieved by applying a thin water-based top coat over Atotech’s passivate. As an additional benefit, the woodscrew – with a surface hardness of 600 HV – also gains an appealing stainless steel finish. Atotech has tested these fasteners, especially for wood applications, in the cyclic corrosion chamber against red rust corrosion for 12 weeks.
Summary
Zinni 220 combines outstanding corrosion protection properties with an improved throwing power that results in increased thickness in low current density areas. Homogeneous nickel incorporation of 12% to 16% is achieved within a wide current density range. Depending on requirements, Zinni 220 can sustain bright, semi bright, or matte coatings in addition to a final finish with an appealing stainless steel appearance.
Zinni 220 is well suited for barrel production of hardened fasteners and fasteners with complex shapes. It can reduce plating time up to 50%, thus improving productivity compared to state of the art alkaline zinc-nickel electrolytes. This results in either higher barrel loads or shorter plating times. In addition, several factors result in lower energy consumption. These include less intensive cooling requirements; higher current efficiency – leading to a reduced number of plating tanks; and increased barrel loads. Overall, Zinni 220 also facilitates higher productivity in barrel plating lines.
In summary, the new generation of acid zinc-nickel electrolytes can safely replace alkaline zinc-nickel electrolytes in barrel applications. Furthermore, it is now possible to plate parts in Zinni 220 that were impossible to plate with alkaline zinc-nickel technology.
www.atotech.com






Will joined Fastener + Fixing Magazine in 2007 and over the last 15 years has experienced every facet of the fastener sector - interviewing key figures within the industry and visiting leading companies and exhibitions around the globe.
Will manages the content strategy across all platforms and is the guardian for the high editorial standards that the Magazine is renowned.
Don't have an account? Sign Up
Signing up to Fastener + Fixing Magazine enables you to manage your account details.


