

By Helmut Fischer GmbH
When choosing the right X-ray fluorescence (XRF) analyser to measure coating thicknesses and analyse materials non-destructively, contact-free, and conveniently, investment costs are always an important aspect. However, it is important to determine the ideal measuring device with the optimum equipment against the background of the given requirements and objectives – not just the most expensive measuring device.
The value of the measurement instrument depends on the complexity of the requirements. In order to find a suitable XRF instrument in relation to a specific measuring task, all possible influencing factors must be taken into account – sample type, sample size, sample geometry, coating thickness range, necessary spot size, measurement mode (coating thickness measurement and/or material analysis), the complexity of the measurement task, number of coatings, as well as the tolerances of the process to be monitored.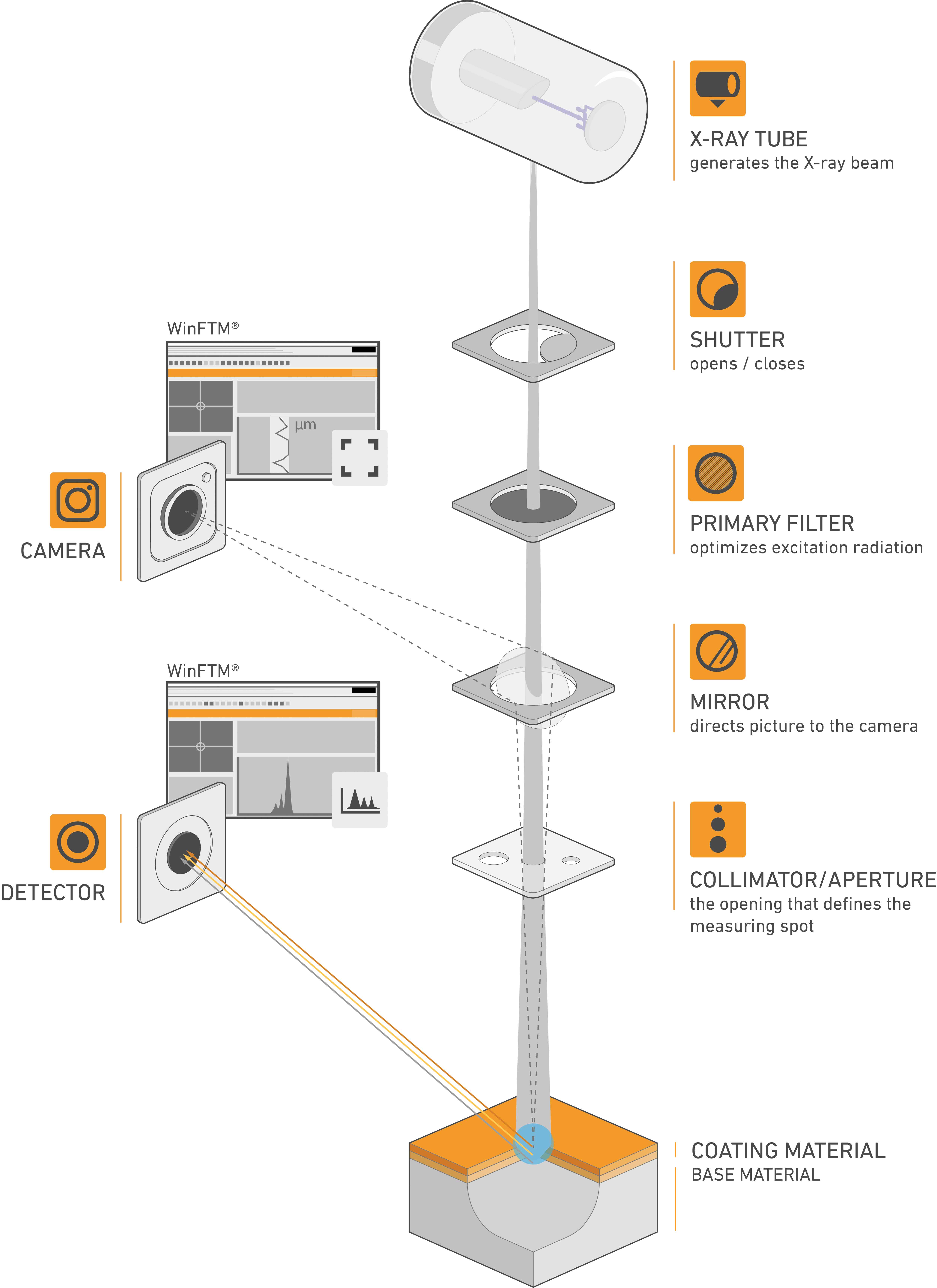
All XRF instruments have the same basic design, as Figure One shows. They consist of an X-ray tube for generating X-rays and a detector for detecting fluorescence radiation. These and other components are available in different variants in order to optimally solve the user’s measuring task depending on needs and requirements.
Selection of detector
In general, the detector detects the fluorescence radiation and measures it with the highest accuracy. The detector type determines which measurement tasks can be solved with the XRF instrument. At Fischer, users can choose from the three most essential detector types. These are the proportional counter tube with lower energy resolution but higher count rate; the silicon PIN diode (Si-PIN); and silicon drift detector (SDD) with excellent energy resolution for selective peak evaluation.
The proportional counter tube is the most favourable variant for simple coating thickness measurements in the range of about 0.1µm – 50µm, depending on the coating system. It offers a vast active detector area with a slightly curved window, bringing significant advantages when a measuring distance of 20mm – 80mm is required.
Good measurement results can be achieved since a high proportion of fluorescence radiation reaches the detector due to the large detector window. In addition, the proportional counter tube is significantly less sensitive with regard to the accuracy of the specimen alignment to the detector, the measuring distance setting and specimen geometry.
The Si-PIN semiconductor detector offers a higher energy resolution than the proportional counter tube. It can be used for more sophisticated coating thickness measurements, as well as for material analysis. A slightly longer measurement time is required for small measurement spots.
Finally, the SDD is the most powerful detector, realising the measurement of layer thicknesses in the nanometer range and complex multilayer tasks. The SDD also offers the best performance when investigating the elemental composition of materials, with an application range from sodium, in vacuum, to uranium. Especially elements that occur in deficient concentrations are also detected without any problems with the SDD. Detection limits in the parts per million (ppm) range are possible.
Selection of tube type and anode material
Standard and microfocus tubes are available depending on the measurement application, with microfocus tubes enabling precise results even with small measuring spots and thin layers. The energy spectrum of the primary X-ray radiation with which the elements of the sample are excited is determined, among other things, by the anode material of the X-ray tube. Depending on the element range and detection limit, the appropriate excitation condition must be selected.
Very often, the tungsten anode is used because it produces a particularly intense and versatile spectrum. Depending on the application or measurement requirement, rhodium, molybdenum and chromium anodes are also available.
To define the measuring spot on the sample, the cross section of the primary beam is limited. Generally, the measuring area should be larger than the measuring spot. For optimum precision, the measuring spot should be as large as possible. For cylindrical parts, the specimen diameter should be four times larger than the diameter of the measuring spot. Therefore, additional collimators and capillary optics are available concerning different part geometries and sizes of the measuring area.
Collimators enable a measurement spot size of several millimetres to approximately 100µm, depending on the measurement distance. However, with smaller measuring spots, less primary radiation reaches the sample, which is why the fluorescence signal is strongly attenuated. So called polycapillary optics can remedy this. These consist of structured glass with microscopic cavities that focus a large part of the primary radiation onto a tiny spot – up to 10µm in diameter.
Selection of the measuring direction, positioning and environment
It is recommended to use X-rays that measure in a top down direction as they offer numerous benefits including laser pointer, which allows the operator to position the sample easily, as well as a programmable XY stage that enables multiple samples with multiple points to be measured simultaneously. Moreover, these X-rays are capable of measuring samples that have a height of 80mm and samples that have recesses.
The measurement environment determines which elements can be analysed and which detection limits can be achieved. Air is the simplest and most cost-effective measurement environment – suitable for the vast majority of applications.
However, a certain amount of scattering and absorption of the fluorescence signals takes place through the air. This circumstance is almost negligible for elements with a higher atomic number. The absorption is significant for light elements such as aluminium or silicon, resulting in a mostly insufficient signal-to-noise ratio. With the support of a helium purge or a vacuum, the signal-to-noise ratios can be increased, thus optimising the detection limit and measurement precision.
Fischer achieves a high-quality measurement result for many applications with only a few components. During the development of its XRF instruments, special attention is paid to the requirements and objectives in daily practice and a wide variety of variations and combinations of XRF components can be found. Thanks to this bandwidth, users from a wide range of industries have the opportunity to select the measuring instrument that offer the optimum equipment for solving specific measuring tasks.






Having spent a decade in the fastener industry experiencing every facet – from steel mills, fastener manufacturers, wholesalers, distributors, as well as machinery builders and plating + coating companies, Claire has developed an in-depth knowledge of all things fasteners.
Alongside visiting numerous companies, exhibitions and conferences around the world, Claire has also interviewed high profile figures – focusing on key topics impacting the sector and making sure readers stay up to date with the latest developments within the industry.
Don't have an account? Sign Up
Signing up to Fastener + Fixing Magazine enables you to manage your account details.

