Chemical versus mechanical anchors – the pros and cons
07 February 2017
Mark Salmon, Independent Fixing Consultants
Those responsible for choosing fixings for any application – let alone ones that are safety critical – are faced with a bewildering array of fixing systems to choose from and one of the most significant decisions, usually made very quickly by those with experience, is that between chemical and mechanical anchors. There’s only one real problem with mechanical anchors, without which there might be no need for chemical anchors. But before I expand on that I want to segregate mechanical anchors into two categories: Expansion anchors and non-expansion anchors.
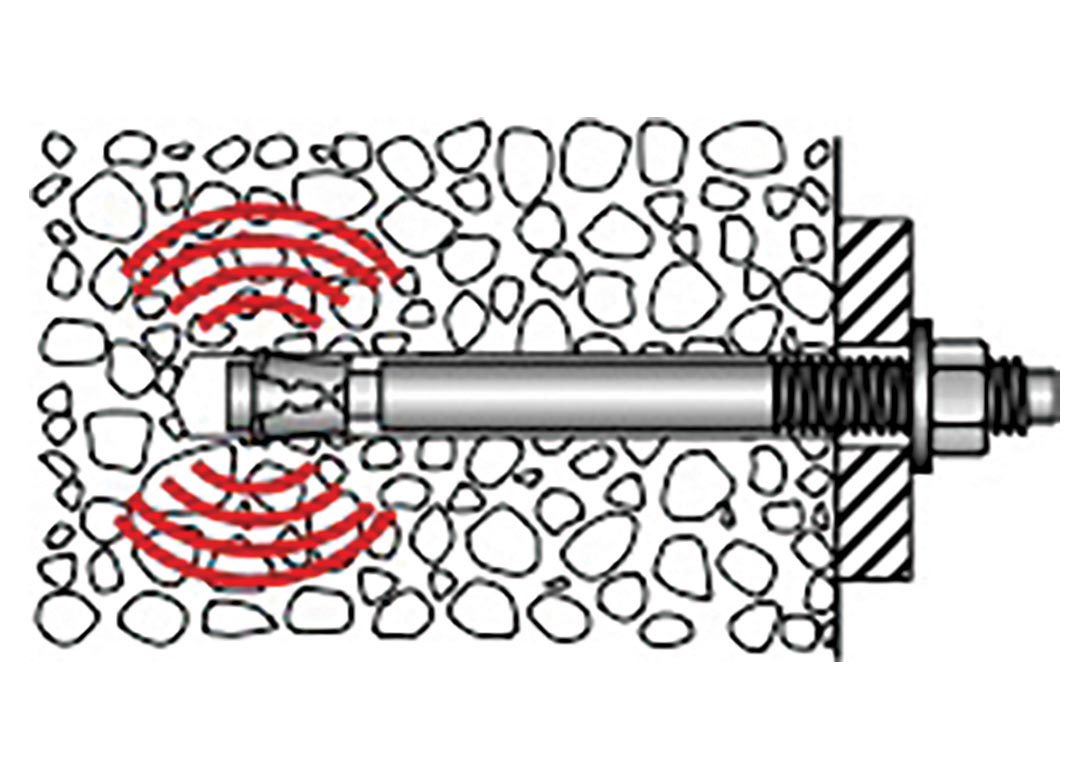
The first group contains, obviously, anchors that are expanded, some by being tightened – so called torque expanding anchors – such as throughbolts (stud anchors), shield anchors and sleeve anchors and others that are expanded by the displacement of an expander plug (e.g drop-in anchors); while the second group contains undercut and self-tapping screw anchors (frequently referred to as concrete screws) and which are also categorised as a type of undercut anchor.
The main ‘Cons’ afflicting mechanical anchors relate to expansion types and derive from that characteristic. The expansion of the anchor against the sides of the hole induces compression stresses in the base material and there needs to be enough base material around the anchor to withstand those stresses. It also means that expansion anchors are frequently unsuitable for use in weaker base materials such as brickwork, stonework and especially, blockwork where they would simply crack or crush. As to their ‘Pros’ mechanical anchors are usually cheaper as an installed fixing than chemicals; they are far less sensitive to poor installer technique; they can be loaded immediately; and some of them (throughbolts and sleeve anchors) may usefully be fixed through the clearance holes in the fixture – whereas most resin anchors require larger clearance holes to facilitate this.
Chemical anchors (I prefer the simpler term ‘resin anchors’) exert no setting stresses in the base material so can be specified at closer edge and spacing distances in concrete and will usually develop the strongest anchorage in masonry materials – which are their main ‘Pros’. So while they do have some significant disadvantages the industry has been working hard to minimise their severity. Whilst self-tapping screw anchors also introduce much lower stresses into the base material during installation and can be very strong in concrete, and work well in masonry, they don’t offer such high strengths as chemical anchors and are best suited to temporary or short term applications. Undercut anchors as such don’t work well in masonry so must be considered for concrete only.
I need to get something off my chest here. I frequently see resin anchors (and self-tappers and undercuts) referred to in brochures and on websites as being ‘stress free fixings’ which can be placed ‘close to edges and to each other’. This is misleading. They may be stress free during installation but as soon as you use them to transfer a load into the base material it becomes stressed.
To support those stresses you need enough base material around the fixing, so although edge and spacing distances for these fixing types are somewhat reduced compared to expansion anchors they may still be significant if loads are high. Those who sell fixings should be careful not to imply that they can be placed close to an edge without any limit.
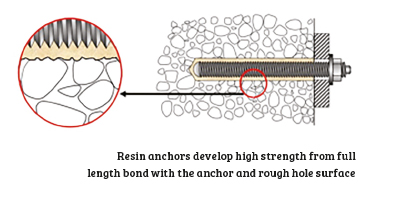
The ability of resin anchors to bond with the irregular shape of the drilled hole means they transfer the load very effectively along the full length of the bond using bond strengths that modern formulations have increased dramatically in recent years. But it is the increased flexibility in the selection of resin anchors that has meant that, in most applications where loads need to be transferred into restricted sections of concrete or via a base plate of restricted dimensions, a resin system will provide a solution where a mechanical anchor, either expansion or undercut, just won’t.
 At this point it’s also worth differentiating between different types of chemical anchors. The earliest type of ‘resin’ anchor (introduced into the UK in 1970 from Germany) carried all the chemical components (resin, aggregate and catalyst) within a capsule – originally of glass now sometimes of less fragile foil. These were, and still are, very effective in concrete, but they don’t work too well in masonry materials where resin can be lost in the voids caused by frogs (the V shaped depression in some bricks), in perforations and in the empty gaps between the leaves of solid brickwork. For these applications injection resin systems were developed and have largely displaced capsule systems in concrete too. As we work through the ‘Pros’ and ‘Cons’ of resin anchors I will highlight the differences between these two distinct systems.
At this point it’s also worth differentiating between different types of chemical anchors. The earliest type of ‘resin’ anchor (introduced into the UK in 1970 from Germany) carried all the chemical components (resin, aggregate and catalyst) within a capsule – originally of glass now sometimes of less fragile foil. These were, and still are, very effective in concrete, but they don’t work too well in masonry materials where resin can be lost in the voids caused by frogs (the V shaped depression in some bricks), in perforations and in the empty gaps between the leaves of solid brickwork. For these applications injection resin systems were developed and have largely displaced capsule systems in concrete too. As we work through the ‘Pros’ and ‘Cons’ of resin anchors I will highlight the differences between these two distinct systems.
There are even two capsule systems – ‘spin-in’ and ‘hammer-in’. In the former the specially shaped threaded anchor rod (or internally threaded socket) must be spun into the capsule, smashing it and mixing the contents in the process – using a drilling machine via a drive adaptor. In the latter, designed originally for use with rebar, the anchor rod is hammered through a special capsule, drawing the catalyst through the resin. These are rarely used and, in my opinion there is always something better, so, with limited space for this article, I will restrict my discussion to the ‘spin-in’ type.
The flexibility in resin anchor selection referred to above comes from the scope to design the anchor to use a bond length between 4 and 20 times the anchor diameter (this is best facilitated by injection systems) and to specify a different rod strength. The closest mechanical anchors get to this degree of flexibility is that many types of throughbolt are available in a variety of lengths – catering not just for different fixture thicknesses, but for different embedment depths and therefore loads as well.
So we’ve established that resin systems can be stronger, work at closer edge and spacing dimensions, and offer a solution for masonry. But what are the downsides?
They can be more expensive than a comparable mechanical anchor. Apart from the cost of resins, which varies hugely, there is setting equipment to buy and the time spent installing is usually longer as they require more care. But in a safety critical application this is probably a small extra cost to pay in relation to the whole job.
Probably the major disadvantages with resin anchors are to do with their installation. They are much more sensitive to poor hole cleaning than mechanical anchors and must be allowed to cure before they can be tightened or loaded. Manufacturers have been working hard on these aspects. Capsule systems have always been less sensitive than injection systems to poor hole cleaning as the spinning action, together with the chunky aggregate, tends to draw some of the dust left on the sides of the hole into the mix, whereas injection systems simply lay the resin against any dust left behind. However, best practice has, until recently, dictated that holes for resin anchors should always be thoroughly cleaned out using a process of both blowing (or vacuuming), brushing and blowing. The brushing bit removes the dust sticking to the sides of the hole. Now however there are capsule anchors – with ETA – which require blowing only, but useful as this progress is, until all capsule anchors have this capability the best approach when training installers is to stress the need for thoroughly clean holes for all systems. One approach that safely avoids the need for separate hole cleaning operations is the adoption, by some manufacturers, of hollow drill bits which, when attached to a vacuum, will suck the dust from the hole as it is generated. Apart from cleaning the hole this makes the whole process safer for the installer and bystanders as it prevents airborne dust, which can cause silicosis.
The curing time is the other bugbear of resin anchors whereas mechanical anchors may be loaded immediately. A typical capsule anchor will take between 4 hours at -5°C and 10 minutes at +20°C (base material temperature). An injection resin of the same basic resin may take typically four times as long. Some manufacturers have developed faster curing systems bringing curing times for capsules (for use with special anchor rods in cracked concrete) down to as little as a matter of minutes and injection systems, for general purpose anchoring, to half the standard times – while still being slower than standard capsules. At the other end of the scale pure epoxy resins can take between 170 hours and 7 hours over the same temperature range and some won’t cure below +5°C. They have special characteristics for uses like rebar anchoring, which justify having to wait this long. Then there are resins that may be installed at temperatures as low as -20°C while others are ‘OK’ in hollow masonry down to -5°C but limited to above +5°C in solid masonry. This multiplicity of formulations and the wide variations in such parameters causes huge confusion among users so the best advice for contractors is to recommend that, as far as possible, they should choose one system that suits their uses and stick to it and have their installers trained in the correct installation methods for each different resin system they use.
Of course most anchors for use in safety critical applications are specified by an engineer – they certainly should be – and manufacturer’s software has made this otherwise very complex process relatively straightforward so, as long as the engineer inputs the right data in the first place, the software will recommend a possible range of suitable products with, effectively, the manufacturer’s endorsement. If they are aware of the above ‘Pros’ and ‘Cons’ they can make a choice between alternative anchor types that is appropriate to the particular application. Making sure the specified anchor is then obtained and installed by a trained installer should make sure the application benefits from the ‘Pros’ and doesn’t suffer from the ‘Cons’.