Here SMT Srl – the independent testing laboratory and mechanical workshop – continues to look at EN ISO 898-1 and whether it is possible to obtain the necessary structure using property Class 8.8.
In the last issue of Fastener + Fixing Magazine we studied EN ISO 898-1 and how it is not enough to just comply with chemical analysis and mechanical tests for property Class 8.8. In addition, the structure obtained after hardening needs to be approximately 90% at the core of threaded section of bar.
Whilst this goal is easily reachable if an alloy steel such as 42CrMo4, 34CrNiMo6, 30NiCrMo8 is used, it is not so easy when using a carbon steel such as C45. As is known, carbon steels have a much lower hardenability than alloy steels, where the term hardenability indicates the ability of steel to obtain a martensitic structure after hardening treatment.
The hardenability of 42CrMo4 compared to that of C45 is significantly higher. This can be seen by comparing the CCT (Continuous Cooling Transformation) curves of these two steels – curves that indicate the beginning and end of the phase transitions that occur in a steel subjected to a constant cooling process after maintaining in the austenitic phase.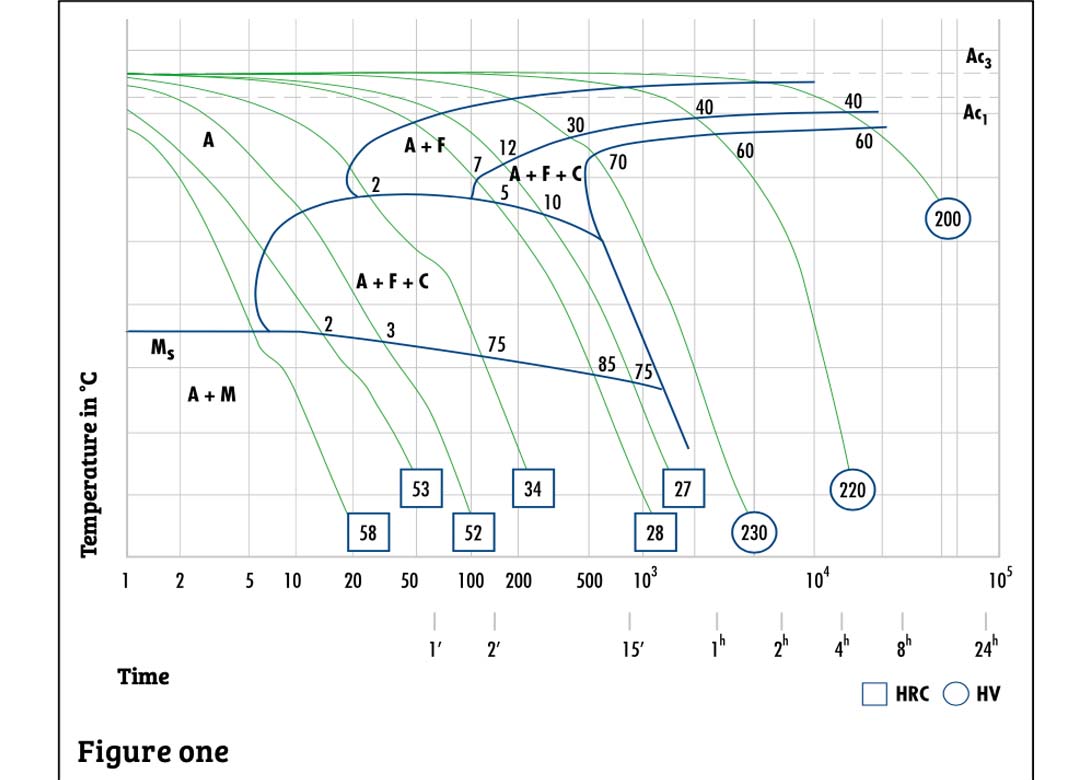
As can be seen from Figure One, to obtain 100% martensite with 42CrMo4, during the quench cooling it is necessary to reach 350°C after about 6 - 7 minutes. In the case of C45 (Figure Two) to obtain 100% martensite, the time required to obtain martensite after quenching is in the order of seconds. It can therefore be understood that with carbon steels it is not possible to obtain a martensitic structure with pieces of considerable size, which require longer cooling times.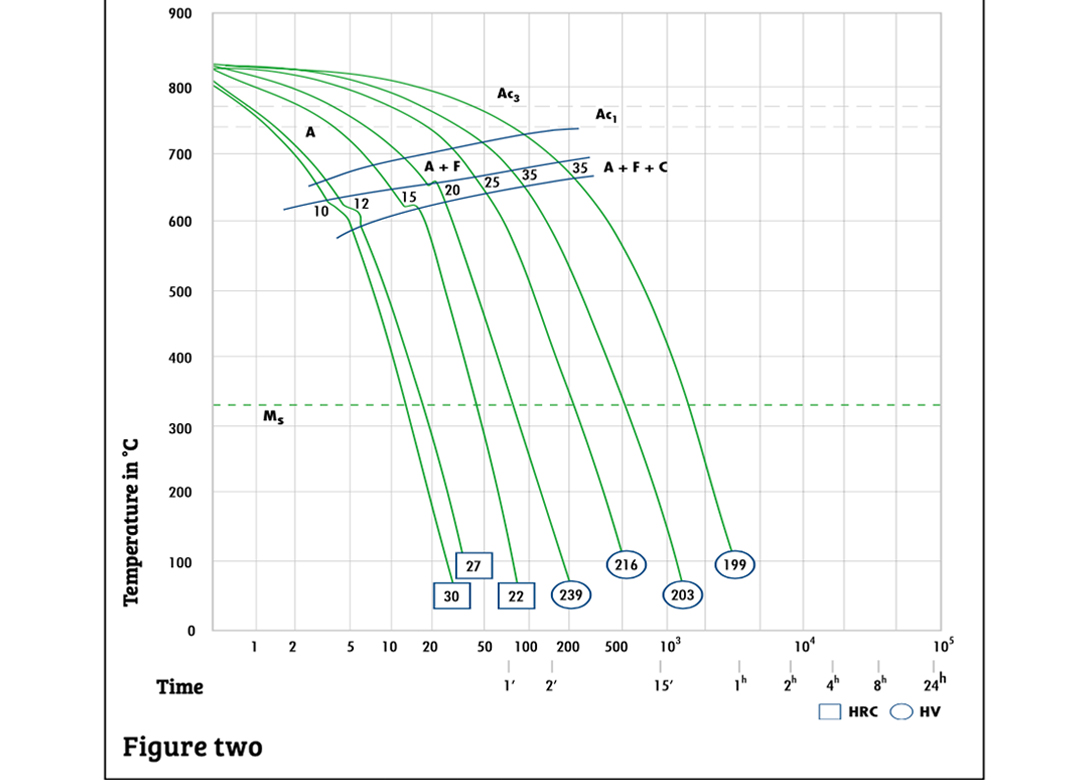
In the article for the May edition of Fastener + Fixing Magazine we referred to samples of around 14.4mm, which some might argue is a small section and therefore the structure of the C45 sample after quenching should have been made of martensite. Here, however, the manufacturing cycle comes into play.
Threaded bars smaller than 20mm round are generally produced from tempered cold-drawn bars. In the case of cold-drawn bars, the heat treatments are carried out before the cold-drawing process because if carried out subsequently they would cancel the work hardening effect, worsen the tolerance on the diameter and the surface state would pass from bright to oxidised.
Since with diameters less than 20mm the cold drawing is performed on drawing machine coil-to-bar, the heat treatment is performed on a hot rolled coil of 1,800kg – 2,000kg. This mass, and the low hardening of carbon steel, prevents the sample from obtaining the structure required by the EN ISO 898-1 standard after quenching.
However, the situation changes if the heat treatment is carried out on the machined piece. In this case the thickness is small and with appropriate heat treatments it is possible to obtain a martensitic structure of 90% after quenching.
In conclusion, to obtain material compliant with Class 8.8 of the EN ISO 898-1 standard, it is necessary to choose the correct steel according to the production cycle. In case you have doubts about this choice, the SMT laboratory is always available to offer you advice, as well as to perform any type of test on your products, mechanical, chemical, metallographic tests up to fatigue tests.
www.smtsrl.com/index.php/it






Will joined Fastener + Fixing Magazine in 2007 and over the last 15 years has experienced every facet of the fastener sector - interviewing key figures within the industry and visiting leading companies and exhibitions around the globe.
Will manages the content strategy across all platforms and is the guardian for the high editorial standards that the Magazine is renowned.

Don't have an account? Sign Up
Signing up to Fastener + Fixing Magazine enables you to manage your account details.